
Главное меню
Вы здесь
Сварочная проволока
Сварочная проволока
Стальная сварочная проволока выпускается по стандарту ГОСТ 2246-70, в котором регламентируется только химический состав и размеры проволоки (диаметром от 0,3 до 12 мм), так как механические свойства металла шва зависят от многих других факторов (доли участия основного металла, марки флюса, режима сварки и т.д.). Сварочная проволока применяется для механизированной сварки углеродистых и легированных сталей, а также для изготовления электродов. В обозначении проволоки, например: Ø2 Св – 12Г2САА, указан ее диаметр в мм – (2), назначение – (Св), химический состав – (12Г2С : 12 – содержание углерода 0,12 %, марганца – 2 %, кремния – до 2 %). При повышенных требованиях к чистоте проволоки (очищенной от серы и фосфора) ставятся буквы: А или АА.
ГОСТ 7871-75 регламентирует химический состав проволоки из алюминия от СвА97 до СВА5, алюминиево-марганцевого сплава (СвАМц), алюминиево-магниевых сплавов (СвАМr3, СвАМr4, СвАМr5, СвАМr6 и др.), алюминиево-кремнистых сплавов (СвАК5; СвАК10; Св1201). В обозначении проволоки, например Ø4-СвАК5 указаны: диаметр в мм (4), назначение (Св), химический состав (АК5 : содержание алюминия 95 %, кремния 5 %).
Медная сварочная проволока регламентируется ГОСТ 16130-72 при сварке, наплавке и пайке. Обозначение марок соответствует буквенным и цифровым обозначениям, принятым для меди и ее сплавов, но без символов Св.
Наплавочная проволока регламентируется ГОСТ 10543-75. Проволока классифицируется по химическому составу. Символ Нп в маркировке указывает на назначение (для механизированной наплавки) и на содержание углерода в сотых долях процента, буква и цифра указывает на содержание других элементов. Например, проволока Нп 30Х – это углеродистая проволока для наплавки, с содержанием углерода 0,3 %, хрома – не более 1,6 %.
Порошковая проволока представляет собой трубчатую проволоку, чаще всего сложного внутреннего сечения, заполненную порошкообразным наполнителем рис.1.

Порошковая проволока – универсальный сварочный материал, пригодный для сварки сталей практически любого легирования, для наплавки металла с особыми свойствами. Наиболее широко порошковую проволоку применяют для сварки низкоуглеродистых и низколегированных сталей, а также наплавочных работ.
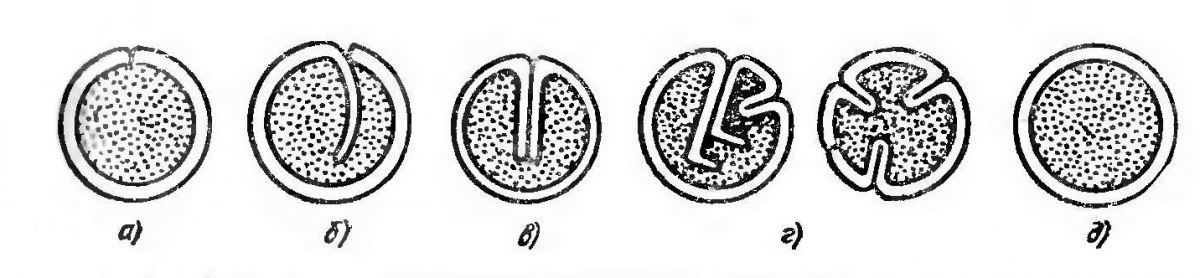
Рис. 1. Поперечные сечения порошковых проволок:
а - простая трубчатая; 6 - с одним загибом оболочки; в - с двумя загибами оболочки;
г- фигурная с повышенной долей металла; д - из трубки сплошного сечения (бесшовная)
Сварочная порошковая проволока выпускается по ГОСТ 26271-84, условное обозначение которой расшифровывается на рис. 2.
По условиям наплавки порошковая проволока подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, самозащитную (ПС), сварка которой осуществляется без дополнительной защиты, флюсозащитную (ПФ) сварка происходит под слоем флюса и универсальную (ПУ) используется при всех выше перечисленных способах.
В соответствии с величиной предела текучести металла шва порошковая проволока подразделяется на типы, указанные в табл. 1.
По химическому составу наплавленного металла, с точки зрения содержания углерода, серы и фосфора, проволока должна обеспечивать требуемое содержание указанных примесей (табл. 2).
Содержание других химических элементов в наплавленном металле и допустимые отклонения по содержанию каждого химического элемента регламентируются нормативно-технической документацией на конкретные марки проволоки.
Рис. 2. Маркировка сварочной порошковой проволоки
Таблица 1. Механические свойства наплавленного металла в зависимости от типа проволоки
|
Тип |
Предел текучести, МПа, не менее |
Временное сопротивление разрыву, МПа |
Относительное удлинение, процентах, не менее |
|
Д 34 39 44 49 54 59 64 69 |
- 340 390 440 490 540 590 640 690 |
- 400-550 450-600 500-650 550-700 600-750 650-800 700-850 750-900 |
- 16 22 20 20 18 16 14 10 |
Примечание. Величины для типа Д указываются в нормативно-технической документации на конкретные марки проволоки.
В соответствии с температурой испытаний, при которой обеспечивается ударная вязкость металла шва не менее 35 Дж/см2, порошковая проволока подразделяется на уровни, указанные в табл. 3.
Таблица 2. Регламентируемое содержание указанных примесей
|
Массовая доля элементов, процентах, не более |
Категория |
||
|
Углерода |
Серы |
Фосфора |
|
|
0,15 0,15 0,25 |
0,03 0,04 0,03 |
0,03 0,04 0,03 |
А В С |
Таблица 3. Уровни порошковой проволоки в соответствии с температурой испытаний
|
Условное |
Температура испытаний, |
Ударная вязкость при 20 ºС, Дж/см2, не менее |
|
Р К 0 1 2 3 4 5 6 |
- 20 0 -10 -20 -30 -40 -50 -60 |
- 35 50 60 80 80 100 100 120 |
Примечание. Величины для уровня Р указываются в нормативно-технической документации.
В соответствии с допустимыми пространственными положениями сварки и условиями формирования сварного шва проволока имеет следующие буквенные условные обозначения:
- для нижнего – Н;
- для нижнего, горизонтального (на вертикальной плоскости) – Г;
- для нижнего, горизонтального, вертикального – В;
- для всех – У;
- для горизонтального с использованием принудительного формирования – ГП;
- для вертикального с использованием принудительного формирования – ВП;
- для всех положений с использованием принудительного формирования – УП.
П р и м е р у с л о в н о г о о б о з н а ч е н и я порошковой проволоки: ПП-АНЗ 3,0 ПС 44-А2Н ГОСТ 26271-84, где ПП-АНЗ – это марка; 3,0 – это диаметр, мм, ПС – самозащитная, по величине предела текучести металла шва типа 44, по химическому составу наплавленного металла категории А, обеспечивающей ударную вязкость металла шва не ниже 35 Дж/см2 при температуре минус 20 ºС (2), для сварки в нижнем положении (Н).
Наплавочная порошковая проволока выпускается по ГОСТ 26101-84. Условное обозначение наплавочной порошковой проволоки приведено на рис. 3.
Рис. 3. Маркировка наплавочной порошковой проволоки
Типы наплавочной порошковой проволоки:
- Т – трубчатая;
- Н – трубчатая внахлест;
- Д – трубчатая двухслойная.
Условия применения:
- С – самозащитная;
- Ф – под флюсом;
- Г – в среде защитных газов;
- У – универсальная.
П р и м е р о б о з н а ч е н и я ПП-Нп-30Х5Г2СМ – Т– С – 2,6 ГОСТ 26101-84 порошковой наплавочной проволоки, трубчатой стыковой,самозащитной, диаметром 2,6 мм.
Таблица 4. Примеры применения порошковых проволок
|
Марка проволоки |
Назначение |
|
ПП-АН1 |
Механизированная сварка низкоуглеродистых сталей в нижнем положении |
|
ПП-АН3 |
Механизированная сварка низкоуглеродистых и низколегированных сталей и нижнем положении |
|
ПП-АН7 |
То же, для сварки и любых пространственных положениях |
|
ПП-1Х14Т-0 |
Механизированная наплавка уплотнительных поверхностей арматуры |
|
ПП-ЗХ13-0 |
Механизированная наплавка деталей, работающих в условиях трения металла о металл |
|
ПП-200Х10Г80 |
Механизированная наплавка деталей, работающих в условиях износа и удара |
|
ПП 1X18H9C6Г2 |
Механизированная наплавка деталей, работающих в условиях высоких давлений и температур |
|
ПП-25Х5ФМС |
Механизированная наплавка деталей, работающих в условиях циклической термической нагрузки и износа |
|
ПП-50ХН2МФ |
Механизированная наплавка деталей, работающих в условиях высоких ударных нагрузок |
|
ПП-У20Х12ВФ |
Механизированная наплавка деталей, работающих в условиях износа и удара |
|
ППК-300 |
Наплавка крановых колес над флюсом |
|
ПП -Х6Г5СЮ-1 |
Наплавка молотков дробилки |
|
От ПП-ТН200 до ПП-ТН450 |
Наплавка деталей подвижного железнодорожного состава, работающих в условиях износа и динамических нагрузок |
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на