
Главное меню
Вы здесь
Сварка электродами из малоуглеродистой стали с установкой шпилек
Сварка электродами из малоуглеродистой стали с установкой шпилек. Чтобы увеличить прочность соединения при ремонте ответственных крупногабаритных чугунных изделий - станин, рам, кронштейнов и т. п., применяют стальные шпильки, которые ввертывают на резьбе в тело детали.
Назначение шпилек - связать металл шва с чугуном и передать усилия от шва в массу основного металла, не подвергшуюся термическому воздействию, минуя хрупкие участки околошовной зоны.
Диаметр шпилек д принимается равным 0,15 - 0,25 толщины детали, но не менее 3 мм и не более 16 мм, расстояние между шпильками (3 - 4)d, расстояние от шпилек до кромки (1,5 - 2,0)d, глубина ввертывания шпилек 1,5d, высота выступающей ча- сти (0,8 - 1,2)d.
При выполнении операций по подготовке отверстий для шпилек нельзя применять масло.
Детали толщиной до 12 мм могут свариваться без подготовки кромок с установкой одного ряда шпилек с каждой стороны. В деталях большой толщины выполняется односторонняя или двусторонняя подготовка кромок с углом раскрытия 90°, и шпильки устанавливаются также по скосам кромок в шахматном порядке.
Сварку производят при малой погонной энергии электродамидиаметром 3 мм с тонким покрытием или покрытием УОНИ-13/45.
Сначала обваривают шпильки кольцевыми швами вразброс, с перерывами для охлаждения деталей. После обварки шпилек до соприкосновения кольцевых валиков между собой производится наплавка участков между обваренными шпильками также вразброс.
Второй слой выполняется поперечными небольшими валиками вразброс для остальной части шва могут применяться электроды большего диаметра с соблюдением ранее указанных положений по сварке, с заполнением шва, как указано на рис. 1. При сварке деталей большой толщины целесообразно для уменьшения количества наплавленного металла производить вварку стальных связей различных форм и размеров.
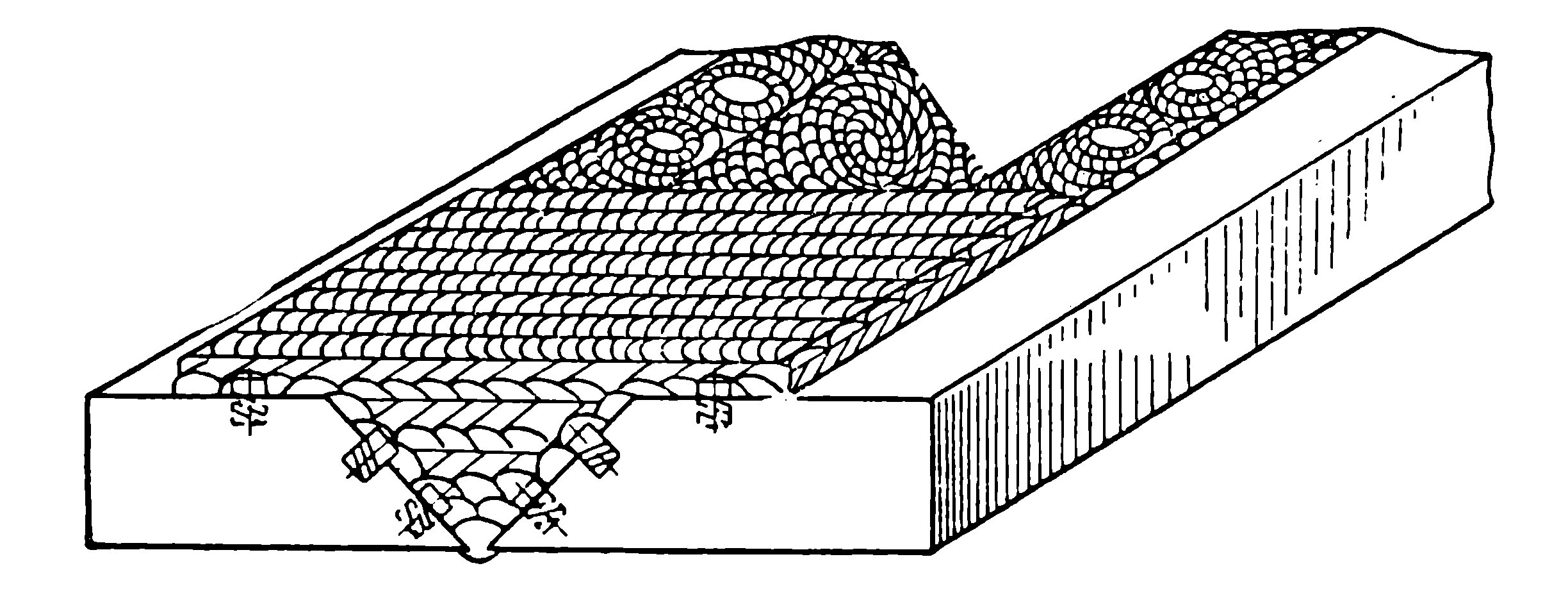
Рис. 1. Сварное соединение со шпильками.
Холодная сварка чугуна стальными электродами с постановкой шпилек позволяет производить сварку в нижнем, вертикальном и потолочном положениях, соединения получаются прочными, но плотность не всегда обеспечивается.
В литературе имеются указания о возможности сварки чугуна стальным электродом по флюсу следующего состава: бура 50%, каустическая сода 20%, окалина 30%.
Материалы, составляющие флюс, сплавляют при температуре 900° после охлаждения размалывают в порошок. На поверхность, подлежащую заварке, насыпается слой флюса 3 - 4 мм и производится сварка, при которой расплавляется электрод, флюс и основной металл. Этот метод сварки чугуна крайне нетехнологичен и не обеспечивает постоянства качества, поэтому пока практического применения не нашел.
ЛИТЕРАТУРА
В.П. Демянцевич, С.И. Думов Технология электрической дуговой сварки., МАШГИЗ,1959.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на