
Главное меню
Вы здесь
Сварка электродами из малоуглеродистой стали без постановки шпилек
Сварка электродами из малоуглеродистой стали без постановки шпилек. Этот метод может быть применен при заварке пороков на небольшой глубине, и ширине на отливках неответственного назначения и не подлежащих механической обработке, а также при ремонте чугунных изделий.
Сварка первого слоя производится электродами малого диаметра, обычно 3 мм, при малой погонной энергии, вразброс, с перерывами, чтобы температура детали вблизи места сварки не превышала 50 - 60°С.
Этот слой получается тонким, пористым и с поперечными трещинами. Второй слой наносится на первый поперечными валиками, тем самым на поверхности детали в месте сварки создается слой стали. Дальнейшая сварка может производиться с большей погонной энергией, но также с перерывами, чтобы избежать концентрации тепла в одном месте. Последующие слои создают достаточную плотность шва.
При сварке стыковых соединений для увеличения общей площади связи наплавленного и основного металла рекомендуется шов распространить на кромку детали на ширине, равной толщине детали (фиг. 1), а для уменьшения напряжения применить проколачивание средних слоев. Этот метод сварки не следует применять для исправления чугунных изделий, работающих при температурах выше 100°, так как в месте сварки могут возникнуть дополнительные напряжения вследствие разницы в величине коэффициента теплового расширения чугуна и стали, а это может явиться причиной нарушения сплошности соединения.
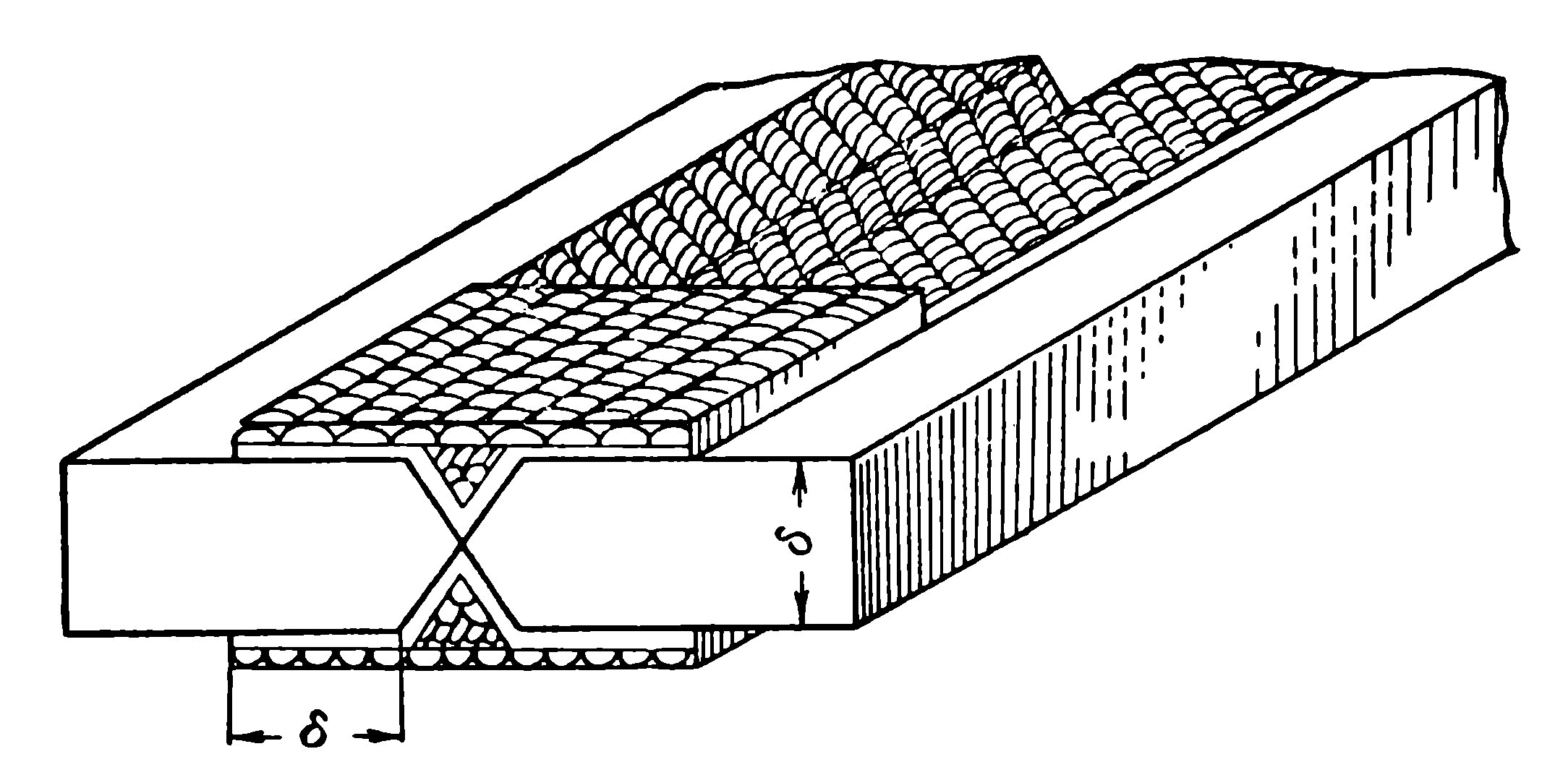
Рис. 1 Вид стыкового соединения чугуна.
ЛИТЕРАТУРА
В.П. Демянцевич, С.И. Думов Технология электрической дуговой сварки., МАШГИЗ,1959.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на