
Главное меню
Вы здесь
Расчеты энергетических условий образования соединения при сварке взрывом
Расчеты энергетических условий образования соединения при сварке взрывом
При сварке взрывом (рис. 1) происходит образование физического контакта между соединяемыми поверхностями, а последующее электронное взаимодействие обеспечивает создание прочной металлической связи. Сближение поверхностей на расстояние, обеспечивающее физический контакт, осуществляется при сварке взрывом посредством совместной пластической деформации поверхностных слоев соединяемых материалов. Расчетные методы определения режимов сварки взрывом основываются на положениях теории активации процесса соединения металлов в твердом состоянии. Для получения физического контакта скорость перемещения вдоль свариваемого соединения вершины угла встречи соударяющихся поверхностей υк должна быть меньше скорости распространения волн пластического сжатия с. В противном случае металл не успевает деформироваться, и сварка не происходит. Скорость волны пластической деформации приближенно определяется по формуле
с=(К/γ)1/2; (1)
здесь К – модуль объемного сжатия металла, кгс/см2; γ – плотность металла (кг/смз). Уменьшение υк как следует из опыта, приводит к повышению прочности соединений. Нижний предел возможного уменьшения υк составляет 1800- 2000 м/с.
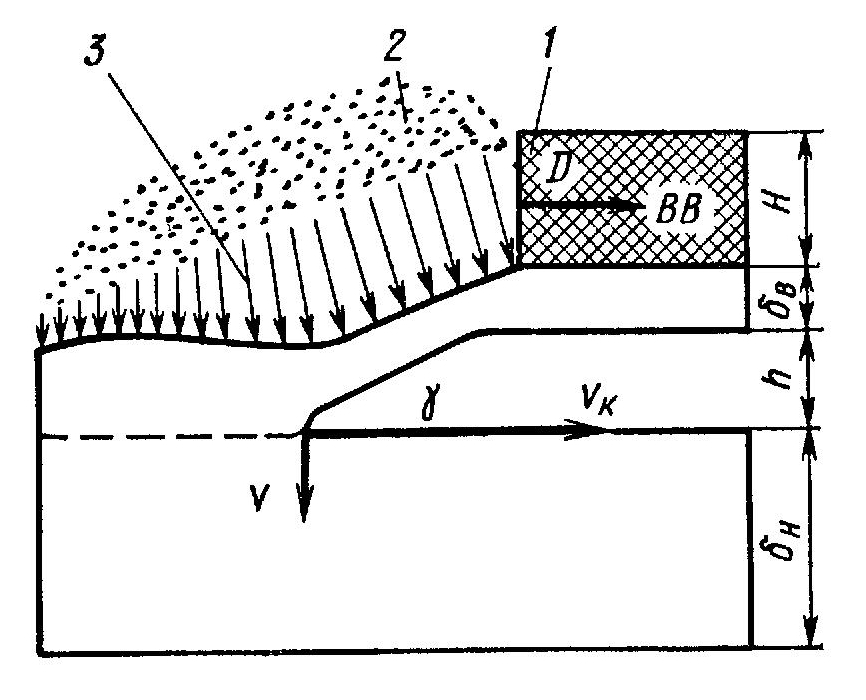
Рис. 1. Схема сварки взрывом параллельно расположенных пластин: 1 – фронт детонационной волны; 2 – фронт разлета продуктов взрыва ВВ; 3 – фронт волны разряжения; D – скорость детонации ВВ; υ – скорость соударения пластин; υк – скорость перемещения «динамического угла встречи» соударяющихся пластин в направлении сварки; δв – толщина метаемой (верхней) пластины; δн – толщина неподвижной пластины
Металл в зоне соударения подвергается всестороннему неравномерному сжатию. Наличие свободной поверхности перед вершиной динамического угла встречи соударяющихся частей создает благоприятные условия для пластического течения в направлении процесса сварки. Давление на фронте пластической волны сжатия должно достигать определенной величины, зависящей от прочностных характеристик материала необходимые минимальные давления должны примерно на порядок превышать предел текучести свариваемых металлов. Например, при сварке алюминия с алюминием давление р = 6300 кгс/см2, предел текучести σт = = 300 кгс/см2, при сварке меди с медью р = 24 600 кгс/см2, σт = 1700 кгс/см2. Величина среднего давления р, развивающегося в зоне соударения, зависит от скорости соударения свариваемых частей и физических свойств материала. Приближенно скорость соударения может быть рассчитана (для схемы рис. 1) с помощью соотношения
где D – скорость детонации ВВ; h – расстояние между пластинами; ρВВ – плотность ВВ; ρв, – плотность метаемой (верхней) пластины. Зная υ можно с помощью ударных адиабат, построенных в координатах р – u (где u – массовая скорость частиц металла за фронтом ударной волны), определить р. Расчет υ по формуле (2) дает значение, близкое к опытному, если h мало по сравнению с Н (рис. 1). При известных технологических параметрах сварки (h, Н, D, ρВВ), размерах и свойствах свариваемых металлов (δв, ρв) можно рассчитать величины υ и ρ или решить обратную задачу – подобрать по ним заряд ВВ и исходное расстояние между свариваемыми поверхностями.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на