
Главное меню
Вы здесь
Поперечные напряжения при однопроходной сварке встык
Поперечные напряжения при однопроходной сварке встык
Поперечные напряжения могут быть временные и остаточные. Временные поперечные напряжения в основном образуются вследствие перемещений свариваемых кромок. Кромки после сближения и сваривания стремятся возвратиться в прежнее положение. При высоких температурах это вызывает пластическую деформацию удлинения без образования значительных напряжений. При более низких температурах отход кромок создает заметные временные поперечные напряжения.
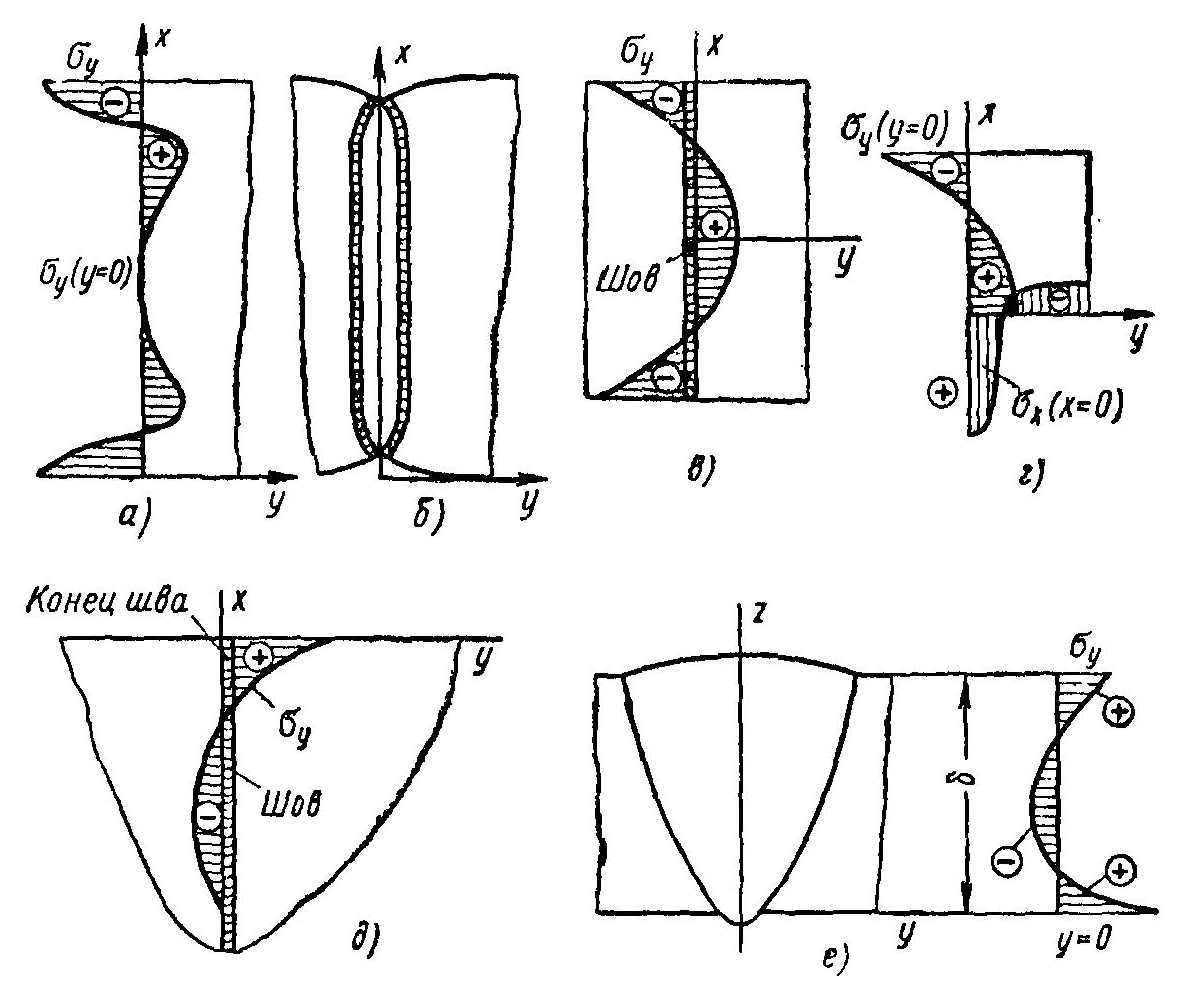
Рис. 1. Распределение поперечных напряжений σy в стыковых однопроходных сварных соединениях
После полного остывания вследствие поперечного, а также продольного сокращений в пластинах возникают остаточные поперечные напряжения. Как правило, если пластины свариваются свободно, то поперечные остаточные напряжения невелики. Наибольших значений они достигают по концам, причем могу быть либо сжимающими, либо растягивающими. Сжимающие напряжения (рис. 1, а) образуются вследствие продольного сокращения зоны пластических деформаций и стремления кромки искривиться так, как показано на рис. 1, б.
При сварке коротких и узких пластин с большой скоростью в процессе остывания в основном происходит поступательное сближение пластин в поперечном направлении. Продольная усадка стремится согнуть каждую из сваренных пластин в их плоскости. В результате возникают поперечные остаточные напряжения (рис. 1, в). В подтверждение этого можно рассмотреть равновесие одной четвертой части сварной пластины (рис. 1, г). Момент от продольных остаточных напряжений σx должен уравновешиваться моментом от поперечных напряжений σy, которые по концам пластины являются сжимающими, а в средней части растягивающими.
Если сваривать пластины с малой скоростью, то уже в процессе сварки металл остывает достаточно сильно и последний участок шва вследствие поперечной усадки испытывает напряжения растяжения (рис. 1, д). На образование поперечных напряжений оказывают влияние также размеры свариваемых пластин и прихватки. Каких-либо общих правил для точного количественного определения поперечных остаточных напряжений при сварке незакрепленных по контуру пластин в настоящее время не существует. Можно лишь назвать наиболее неблагоприятные случаи образования растягивающих поперечных напряжений, которые достигают предела текучести и вызывают пластические деформации:
а) Заварка коротких прерывистых швов в пластинах, собранных без зазора, или подварка дефектных мест. Локальное поперечное сокращение металла при значительном сопротивлении со стороны остальных участков создает большие растягивающие напряжения. В прерывистых швах на концах участков, где имеются концентраторы напряжений в виде щели, значительно расходуется пластичность металла вплоть до появления хрупкого разрушения.
б) Концы швов, сварочные кратеры, если сварка производится медленно при достаточно сильном отводе тепла в окружающую среду, являются местом образования растягивающих напряжений.
Если ввод тепла по толщине пластины оказывается неравномерным, то возникает и неравномерное сокращение металла в поперечном направлении с образованием угловой деформации. В незакрепленных пластинах, свариваемых за один проход, на равномерные по толщине напряжения σy, которые были рассмотрены выше, накладываются еще дополнительные небольшой величины поперечные напряжения, неравномерные по толщине (рис. 1, е).
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на