
Главное меню
Вы здесь
Особенности сварки чугуна
Сварка чугуна является основным способом исправления брака чугунного литья и имеет широкое и разнообразное применение при ремонте поломанных, восстановлении изношенных чугунных деталей.
При выборе способа сварки чугуна необходимо учитывать следующие особенности:
1) высокая его хрупкость при неравномерном нагреве и охлаждении может привести к появлению трещин в процессе сварки;
2) ускоренное охлаждение приводит к образованию отбеленной прослойки в околошовной зоне и затрудняет его дальнейшую механическую обработку;
3) сильное газообразование в жидкой ванне может привести к пористости сварных швов.
Различают следующие способы сварки чугуна. Холодная сварка чугуна - это сварка без предварительного нагрева изделия. Горячая сварка чугуна - это такой способ, при котором осуществляется предварительный и сопутствующий нагрев изделия до 600 -700° последующим медленным охлаждением. Такой процесс уменьшает скорость охлаждения металла сварочной ванны и околошовной зоны, что обеспечивает полную графитизацию металла шва и отсутствие отбела в околошовной зоне, а также исключает возможность появления сварочных напряжений.
Подогрев чугунного изделия до 250 - 400° для уменьшения сварочных напряжений и скорости охлаждения с целью получения более пластичной структуры металлической основы чугуна часто называют полугорячей сваркой. Способ холодной сварки требует меньших затрат. Кроме того, при данном способе имеется возможность в больших пределах варьировать химическим составом металла шва.
Но при наложении валика на холодную поверхность чугуна, вследствие быстрого отвода тепла, в околошовной зоне образуются отбеленные участки, а металл шва также может получиться твердым и хрупким.
Превращения в околошовной зоне определяются химическим составом, исходной структурой свариваемого чугуна и распределе- нием температур в поперечном сечении соединения.
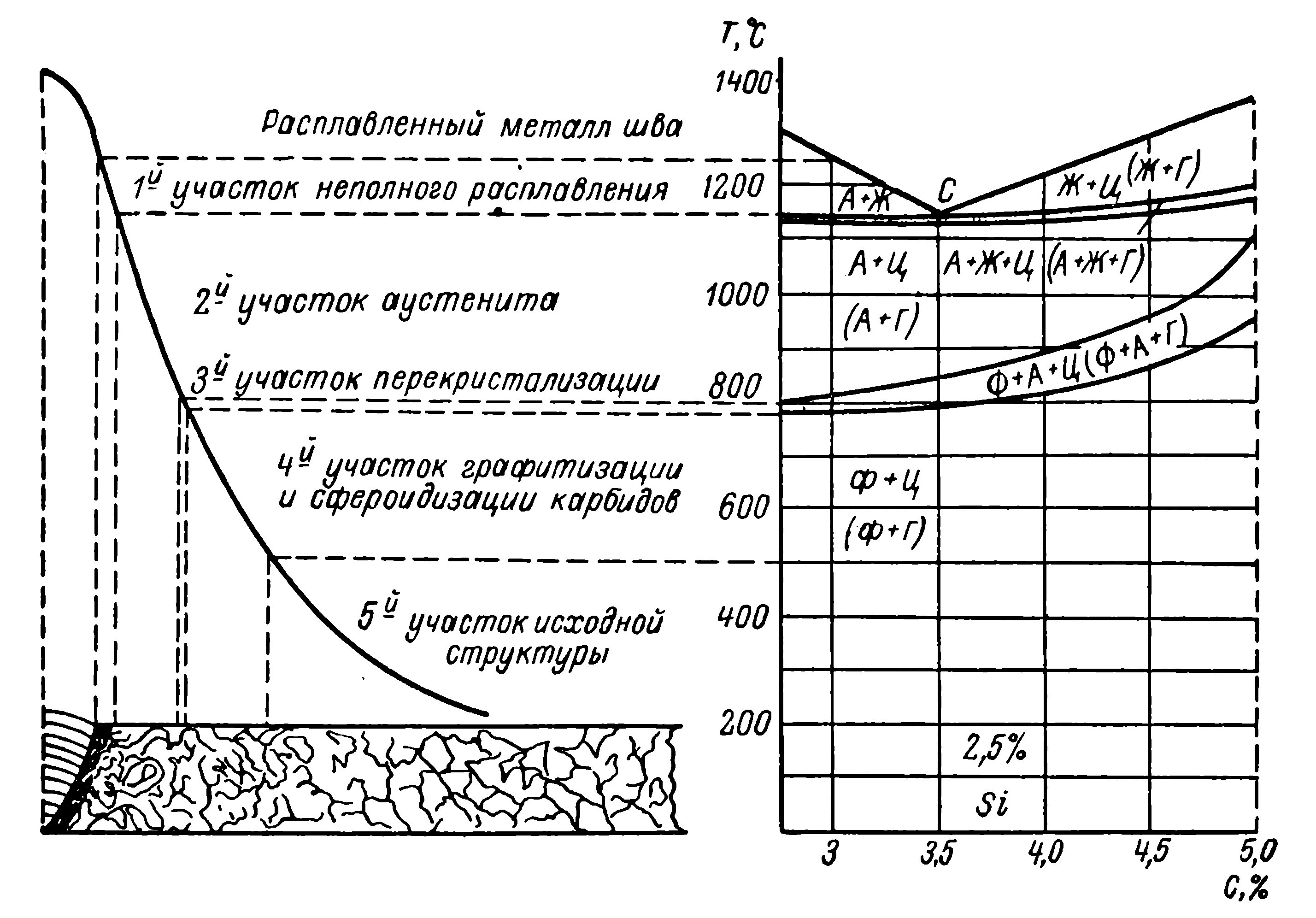
Для рассмотрения структурных превращений в околошовной зоне воспользуемся тройной диаграммой состояния Fe-C-Si, связав ее с участками зоны термического влияния свариваемого чугуна посредством кривой распределения температуры.На рис. 1 изображена плоская диаграмма состояния
Fe-C-Si с разрезом в точке, соответствующей 2,5% кремния.
Хотя приведенная схема справедлива только для одного опреде- ленного состава чугуна, она дает возможность на этом конкретном примере выяснить основные положения по связи температуры и скорости ее изменения со структурой отдельных участков околошовной зоны. Из схемы следует, что вся околошовная зона состоит из пяти основных участков, особенности которых и разберем.
1-й участок неполного расплавления ограничивается температурами в пределах 1150 - 1250°С. В процессе сварки в нем наряду с жидкой фазой имеется твердая фаза, которая представляет собой аустенит с предельным содержанием углерода (1,7 - 2,0%).
При большой скорости охлаждения в этом участке может иметь место образование белого чугуна.
2-й участок аустенита находится в процессе нагрева и охлаждения в твердом состоянии и в рассматриваемом случае, ограничен эвтектической (1150°) и эвтектоидной (800°) температурами.
Структура участка определяется исходной структурой чугуна и температурой нагрева. При охлаждении участка аустенита изме- нения в структуре будут происходить в соответствии с изменением температуры и скорости охлаждения. Для того чтобы на данном участке не получить мартенсита, скорость его охлаждения должна быть небольшой.
При заданном составе чугуна это может быть достигнуто изменением погонной энергии дуги или повышением начальной температуры свариваемого изделия при применении подогрева.
Структура по ширине участка в связи со значительным интервалом температур 350° также будет меняться.
3-й участок перекристаллизации очень узкий, он имеет интервал температур всего 30°.
Структура этого участка будет промежуточной по сравнению со структурами 2-го и 4-го участков.
4-й участок графитизации и сфероидизации карбидов характерен тем, что нагревается ниже критических температур, на нем наблюдается увеличение количества графита вследствие графитизации карбидов и некоторой их сфероидизации (округления). Этот процесс улучшает структуру и механические свойства металла, он зависит от исходной структуры чугуна и длительности его нагрева.
5-й участок исходной структуры нагревается до температур не выше 400 - 500°, структурных изменений в нем нет.
Склонность к отбелу металла на участке неполного расплавления околошовной зоны тем больше, чем меньше в чугуне углерода и кремния. Чтобы избежать при сварке чугуна отбела в 1-м участке околошовной зоны, необходимо, чтобы содержание углерода в нем было не менее 3%, кремния - не менее 2%, а графита - не менее 2,5%.
Металл шва оказывает существенное влияние на отбел 1-го участка зоны, и наибольшая склонность к отбелу в первом участке возникает, когда сварка чугуна (первого слоя) производится стальными электродами с обычным тонким покрытием, так как при этом вследствие конвективной диффузии углерода из жидкой фазы первого участка в металл шва его содержание в 1-м участке околошовной зоны заметно снижается.
Уменьшение склонности к отбелу 1-го участка при сварке чугуна может быть достигнуто введением в металл шва таких графитизаторов как медь, никель, т. е. соответствующим изменением химического состава металла шва.
Исключить или уменьшить возможность образования мартенсита во 2-м участке околошовной зоны можно снижением скорости охлаждения, что достигается увеличениемпогонной энергии или подогревом изделия.
ЛИТЕРАТУРА
В.П. Демянцевич, С.И. Думов Технология электрической дуговой сварки., МАШГИЗ,1959.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на