
Главное меню
Вы здесь
Основные причины образования сварочных деформаций и напряжений
Основные причины образования сварочных деформаций и напряжений
На примере продольных напряжений σx по краю полубесконечной пластины рассмотрим механизм образования остаточных напряжений. Поперечные напряжения σy для простоты рассматривать не будем, тем более, что они в данном случае у края невелики. Пренебрежем также влиянием пластической деформации на искажение поля напряжений.
Допустим, что при нагреве распределенным движущимся источником тепла типа газового пламени кромки металла, обладающего бесконечно большим пределом текучести, образуются сжимающие напряжения σx(рис. 1). Отсутствие пластических деформаций при нагреве не вызывает остаточных напряжений. После полного остывания остаточные напряжения σx=0.
Допустим, что по такому же режиму нагревается кромка металла с пределом текучести σT = 400Мпа (рис. 1, б) и что металл не нагревается выше температуры, при которой снижается предел текучести, а модуль упругости Е остается неизменным.
Напряжения σx по кромке металла до точки А1 будут возрастать, оставаясь меньше предела текучести. За точкой А1 начнется пластическая деформация, а напряжения будут оставаться примерно равными пределу текучести. В точке В1 сжимающие напряжения начнут уменьшаться, следуя по кривой В1С1D1, эквидистантной кривой BD. В точке С1 напряжения окажутся равными нулю, а затем перейдут в растягивающие. После полного остывания возникнут остаточные напряжения, примерно равные 190 МПа. Причиной образования остаточных напряжений явились неравномерный нагрев и пластическая деформация металла в период нагрева. Остаточные напряжения оказались растягивающими и меньше предела текучести σT=400МПа.
Если предположить, что нагревается кромка металла с меньшим пределом текучести σT=200МПа, то картина образования временных и остаточных напряжений изменится. Пластические деформации начнутся заметно раньше и будут протекать вплоть до точки В2 (рис. 1, в). Затем сжимающие напряжения начнут уменьшаться, в точке С2 они станут равными нулю, а при дальнейшем остывании металла перейдут в растягивающие.
В точке N напряжения достигнут предела текучести и вплоть до точки D2 будет происходить пластическая деформация металла. После полного остывания в кромке пластины будут наблюдаться остаточные растягивающие напряжения, равные пределу текучести.
В обоих последних случаях остаточные напряжения будут являться следствием протекания пластических деформаций в период нагрева металла. Возникающие после остывания усилия создают деформацию конструкции - укорочение, изгиб, а в некоторых случаях и потерю устойчивости. Таков в общих чертах механизм образования сварочных напряжений и деформаций.
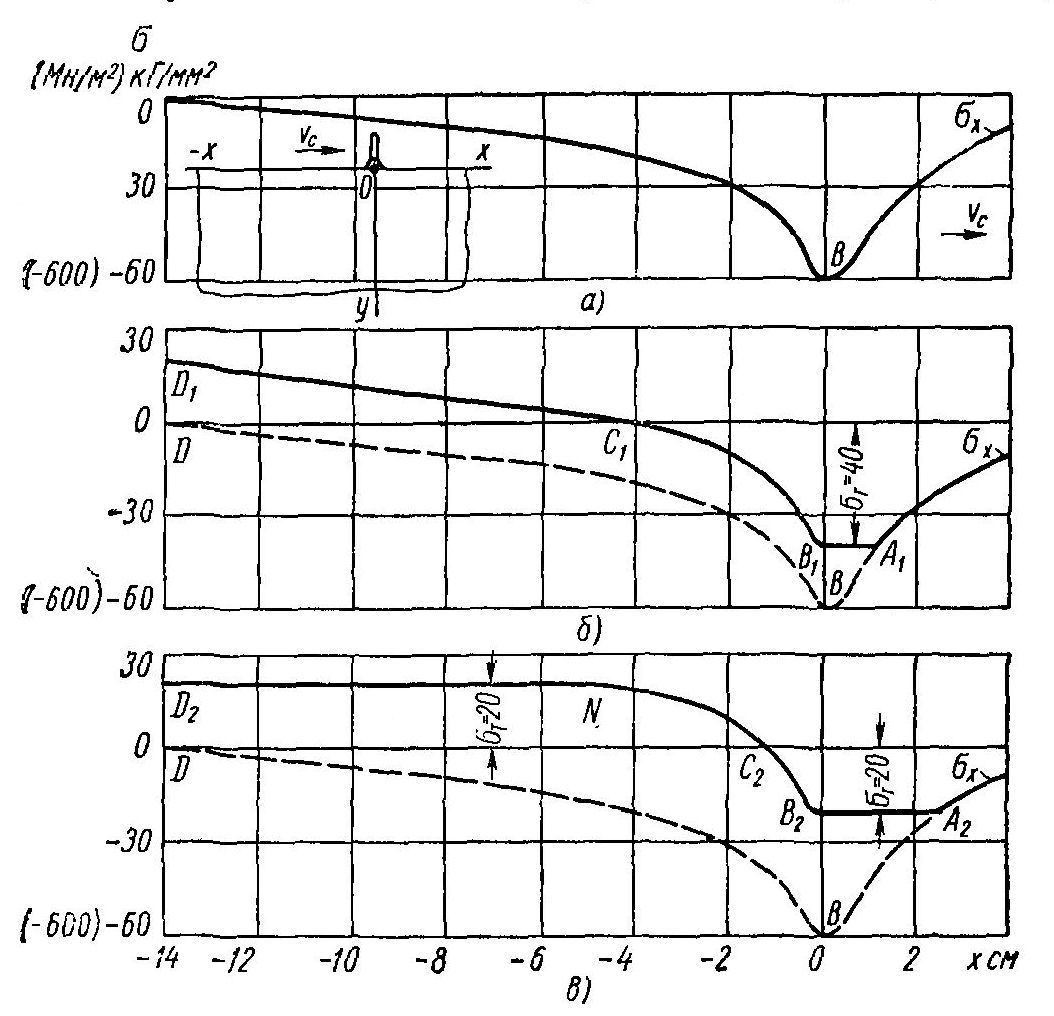
Рис. 1. Схема образования временных и остаточных продольных напряжений σx в процессе нагрева кромки пластины движущимся источником тепла при различных значениях предела текучести металла:
а – σT →∞; б – σT = 400МПа; в – σT = 200МПа
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на