
Главное меню
Вы здесь
Оценка склонности к образованию горячих трещин с помощью технологических проб
Оценка склонности к образованию горячих трещин с помощью технологических проб
При испытаниях с помощью проб на металл воздействуют деформации от усадки шва и формоизменения свариваемых образцов.
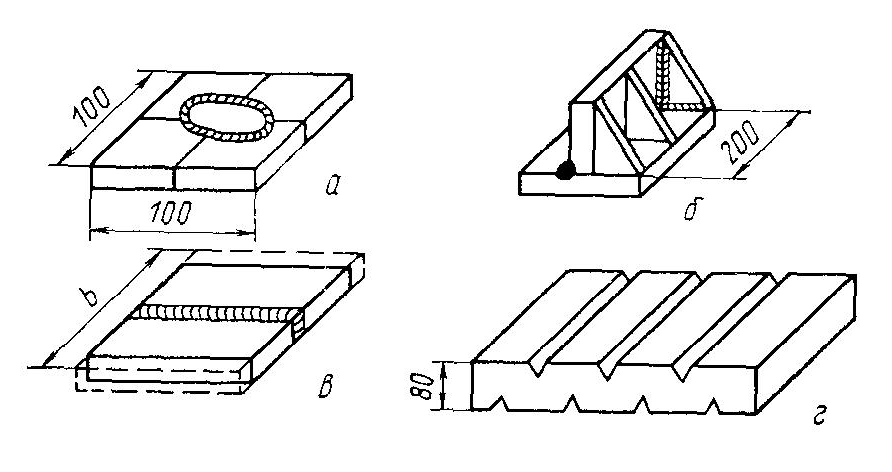
Рис. 1. Схемы конструкции образцов технологических проб:
а - с круговым швом; б - таврового, в - с переменной шириной пластин; в, г - со швом в канавку
Специальная конструкция и технология сварки образцов обусловливают повышенные темпы высокотемпературной деформации. Некоторые схемы технологических проб приведены на рис. 1.
Образец с круговым швом изготавливается из листового металла в виде квадратной пластины с отверстием. При толщине листов ≥ 25 мм применяют составную пластину из четырех пластин, соединенных монтажным швом, с проточкой под круговой шов. Испытуемым является круговой шов или наплавка в круговую канавку.
Образцы с варьируемой шириной применяют в виде комплекта из серий, отличающихся по ширине в пределах от 40 до 200 мм для дуговой сварки и от 10 до 40 мм для лучевой сварки независимо от толщины.
Тавровый образец изготовляется из двух пластин 150х300 и 75х300О толщиной 15 - 30 мм, соединяемых под прямым углом с помощью двух косынок и монтажных швов. Испытуемый шов сваривают в положении «в тавр» или в «лодочку».
Образец с канавками изготавливается из пластин толщиной ≥ 40 мм. При толщине ≤ 60 мм он приваривается к жесткой плите по флангам швом с катетом 20 мм. Канавки изготавливают с шагом 100 мм. При толщине образца ≥ 70 мм канавки выполняют с двух сторон, они могут иметь форму пазов; при этом испытания относят к сварке по щелевой разделке.
Сварка образцов проб производится на минимальных скоростях.
При наличии горячих трещин металл сварного соединения считают склонным к образованию трещин, а степень склонности определяют относительными коэффициентами длины горячей трещины, площади горячей трещины по отношению к шву, а также коэффициентом периодичности - числом трещин на единице длины шва.
При отсутствии горячих трещин в швах, выполненных на рекомендованных скоростях и режимах сварки (а для образцов с переменной шириной - на образцах максимальной ширины bmax переходят к сварке более узких образцов либо к применению режимов с увеличенной скоростью сварки и соответственно мощностью дуги для сохранения постоянной высоты шва до появления горячих трещин.
Степень стойкости оценивают по коэффициенту критической ширины
Kb=(1-bкр/bmax)*100%
и критической скорости сварки. Чем больше эти коэффициенты, тем выше стойкость против горячих трещин для сравниваемых составов шва.
Скорость сварки меняют в пределах качественного формирования шва. При отсутствии горячих трещин на всех режимах и образцах любой ширины металл сварного соединения считают стойким против горячих трещин.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на