
Главное меню
Вы здесь
Общие технологические условия сварки аустенитных сталей
Общие технологические условия сварки аустенитных сталей
Аустенитные стали и сплавы обладают комплексом положительных свойств, поэтому одну и ту же сталь иногда можно использовать для изготовления изделий различного назначения: коррозионно-стойких, хладостойких или жаропрочных. При этом требования к свойствам сварных соединений и технология сварки будут различными. Однако теплофизические свойства аустенитных сталей и склонность к образованию в шве и околошовной зоне горячих трещин определяют некоторые общие особенности их сварки.
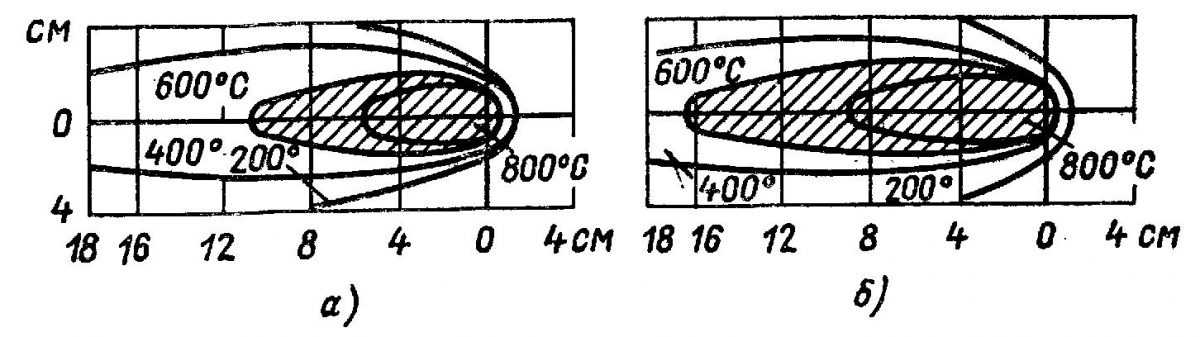
Рис. 1. Схемы температурных полей при сварке углеродистой (a) и хромоникелевой сталей (б)
Характерные для большинства высоколегированных сталей низкий коэффициент теплопроводности и высокий коэффициент линейного расширения обусловливают при одинаковой погонной энергии и прочих равных условиях (метода сварки, геометрии кромок, жесткости соединения и др.) расширение зоны проплавления и областей, нагретых до различных температур, и увеличение суммарной пластической деформации металла шва и околошовной зоны (рис. 1). Это увеличивает коробление изделий. Поэтому для высоколегированных сталей следует применять способы и режимы сварки, характеризующиеся максимальной концентрацией тепловой энергии, или уменьшать ток по сравнению с током при сварке углеродистой стали. Нагрев до высоких температур сварочной проволоки в вылете или металлического стержня электрода для ручной сварки за счет повышенного удельного электросопротивления при автоматической и полуавтоматической дуговой сварке требует уменьшения вылета электрода и повышения скорости его подачи. При ручной дуговой сварке уменьшают длину электродов и допустимую плотность сварочного тока.
При сварке аустенитных сталей пластическая деформация металла шва и околошовной зоны в результате больших коэффициентов линейного расширения и усадки, а также отсутствия полиморфных превращений происходит в большей степени, чем при сварке углеродистых сталей перлитного класса (табл. 1). В этих условиях при многослойной сварке металл околошовной зоны и первые слои металла шва могут упрочниться под действием многократного пластического деформирования, т. е. наблюдается явление самонаклепа при сварке. Влияние этого явления на свойства металла шва определяется жесткостью свариваемых элементов (табл. 2). В относительно более жестких соединениях, где самонаклеп вызывает повышение прочностных характеристик, наблюдают повышение остаточных напряжений (табл. 3) в отдельных случаях до 45 – 50 кгс/мм2. Такие сравнительно высокие остаточные напряжения при низкой релаксационной способности аустенитных сталей требуют выбора такого режима термической обработки, который обеспечивает снижение остаточных напряжений, снятие самонаклепа и максимально возможную гомогенизацию структуры сварного соединения.
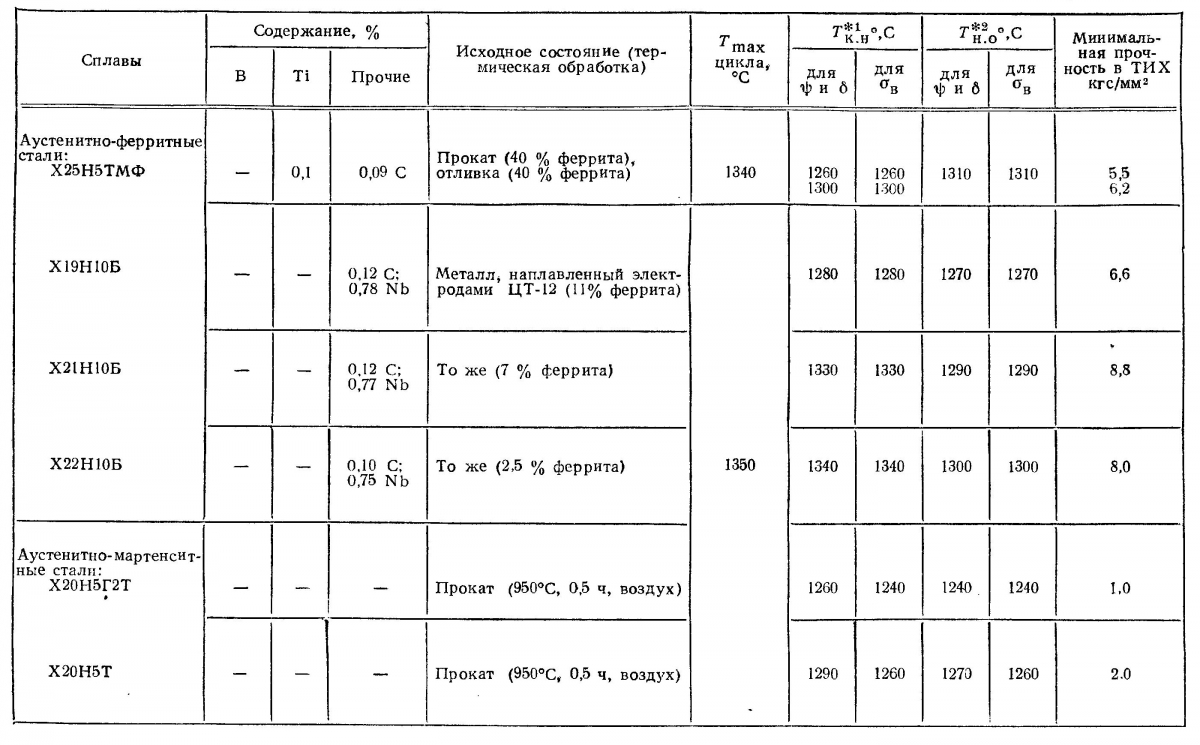
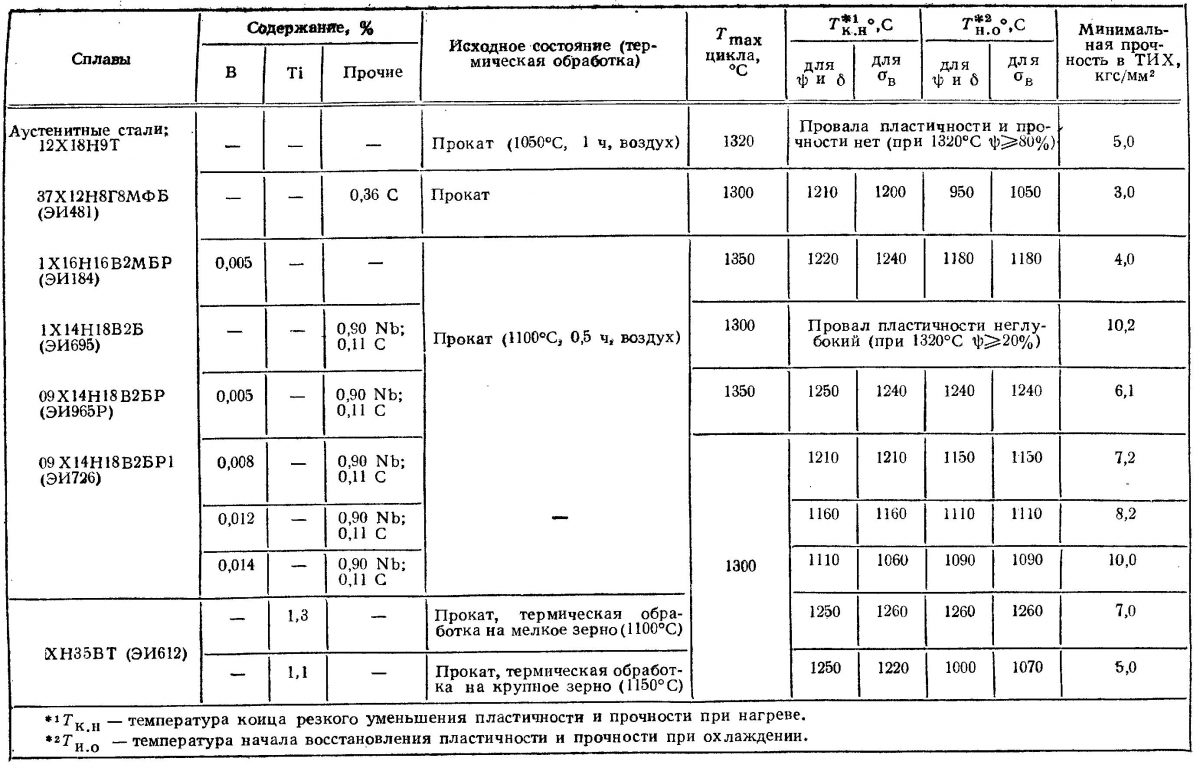
К числу основных трудностей, возникающих при сварке аустенитных сталей, относится также необходимость повышения стойкости металла шва и околошовной зоны против образования трещин. Горячие трещины являются межкристаллитным разрушением и разделяются на кристаллизационные и подсолидусные; последние возникают при температуре ниже линии солидуса, т. е. после окончания процесса кристаллизации. Вероятность появления кристаллизационных трещин определяется характером изменения пластичности сплавов при деформировании металла в твердо-жидком состоянии. В качестве критерия сопротивления металла околошовной зоны хрупкому межкристаллическому разрушению принимают температуру восстановления пластичности (Тв) и прочности металла при охлаждении (метод ИМЕТ-1). Чем выше Тв и интенсивнее восстановление пластичности, тем меньше вероятность хрупкого межкристаллитного разрушения (табл. 4). Однако при сравнении сопротивляемости образованию горячих трещин различных сплавов следует учитывать темп нарастания внутренних деформаций при сварке. Поэтому оценка по величине Тв часто требует корректировки по результатам технологических проб.
С увеличением содержания никеля, углерода, алюминия и титана в аустенитных сталях Тв снижается, а измельчение зерна способствует повышению Тв. С измельчением кристаллитов в шве при одинаковом объеме (толщине) жидких прослоек пластичность двухфазных сред также возрастает. При этом важны не только размер и форма кристаллитов, но и характер распределения напряжений сдвига относительно направления их преимущественного роста. В связи с этим предлагают следующие пути повышения сопротивляемости образованию кристаллизационных трещин:
- 1) подавление столбчатой кристаллизации и измельчение кристаллической структуры путем легирования элементами-модификаторами, а также элементами, способствующими образованию высокотемпературных вторых фаз при кристаллизации;
- 2) повышение чистоты сплавов по примесям, способствующим образованию при кристаллизации легкоплавких фаз в той области составов, в которой увеличение количества этих фаз снижает технологическую прочность, и, наоборот, увеличение количества легирующих элементов, образующих эвтектики, в области составов сплавов, близких к эвтектическим.
Эти пути сужают температурный интервал хрупкости и повышают запас пластичности.
Технологические меры борьбы с трещинами направлены на изыскание рациональных способов и режимов сварки плавлением и конструктивных форм сварных соединений, снижающих темп нарастания внутренних деформаций в процессе затвердевания. Межкристаллитное разрушение однофазных аустенитных сварных швов при температурах ниже температуры затвердевания в условиях нарастающих напряжений (подсолидусные трещины) по схеме близко к разрушению при высокотемпературной ползучести. Необходимым условием образования зародышевых трещин такого разрушения является межзеренное проскальзывание, которое раскрывает как ступеньки в границах, так и уже существующие микрополости, образовавшиеся вследствие выделения вакансий на границах, перпендикулярных действию растягивающих напряжений.
Для повышения сопротивляемости металлов и их однофазных сплавов образованию подсолидусных горячих трещин при сварке рекомендуют:
- 1) легирование сплавов элементами, снижающими диффузионную подвижность атомов в решетке или способствующими созданию фрагментарной литой структуры (искривление границ кристаллитов, образование в процессе кристаллизации дисперсных вторых фаз и выделений при последующем охлаждении);
- 2) повышение чистоты основного металла по примесям внедрения;
- 3) сокращение времени нахождения металла при температуре высокой диффузионной подвижности (увеличение скорости охлаждения металла сварных швов) и снижение темпа нарастания упруго- пластических деформаций при охлаждении (ограничение деформаций за счет выбора рациональной конструкции соединений).
Установлены следующие наиболее важные металлургические факторы, способствующие повышению сопротивляемости металла шва образованию горячих трещин при сварке аустенитных сталей:
- 1) образование двухфазной структуры в высокотемпературной области при кристаллизации металла за счет выделения первичного феррита, дисперсных частиц тугоплавкой фазы или боридной фазы и хромоникелевой эвтектики;
- 2) ограничение содержания примесей, образующих легкоплавкие фазы, с целью сужения эффективного интервала кристаллизации.
Для измельчения структуры используют легирование наплавленного металла элементами, способствующими выделению при кристаллизации металла высокотемпературного δ-феррита. Наличие δ-феррита измельчает структуру металла и уменьшает концентрацию Si, P, S и некоторых других примесей в межкристаллитных областях за счет большей растворимости этих примесей в δ-феррите, что уменьшает опасность образования легкоплавких эвтектик.
Количество ферритной фазы в наплавленном металле после его охлаждения зависит от состава этого металла и скорости охлаждения в области высоких и средних температур. Приближенное представление о концентрации феррита в аустенитно-ферритном металле дает диаграмма Шеффлера, составленная по опытным данным применительно к скорости охлаждения, характерной для обычных режимов ручной дуговой сварки (рис. 2). Рекомендуемое содержание ферритной фазы в наплавленном металле ограничивается 2 – 6%. При сварке сталей с более высокой степенью аустенитности, например 08Х18Н12Т, Х14Н14 и др., пределы содержания ферритной фазы в наплавленном металле повышают для того, чтобы обеспечить ее присутствие в шве с учетом перемешивания наплавленного металла с основным.
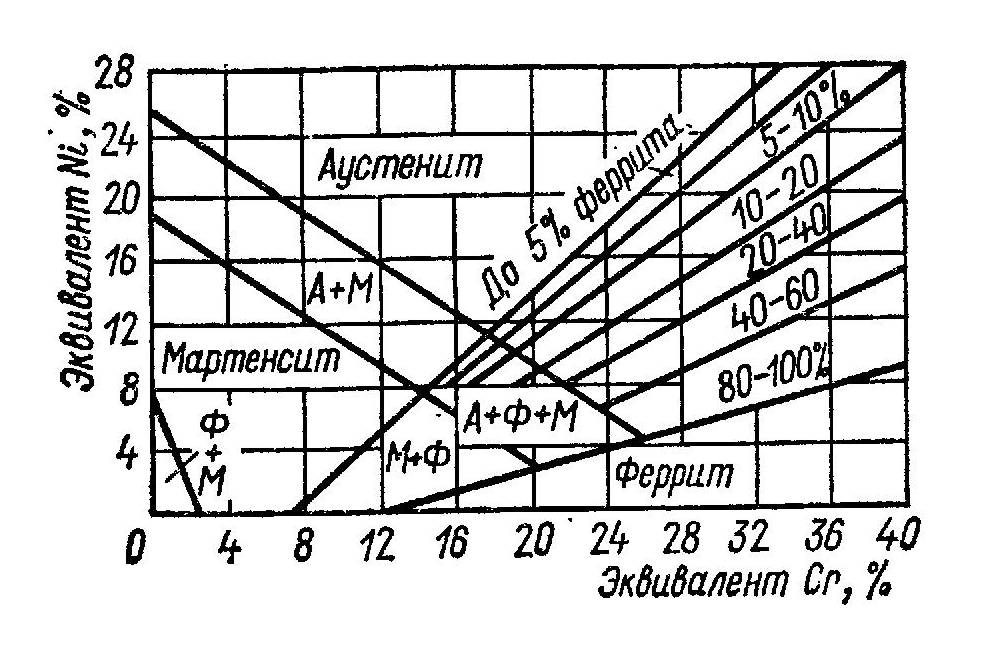
Рис. 2. Диаграмма Шеффлера
С увеличением доли основного металла используют, например, электроды ЦТ-15-1 (08Х20Н9Г2), обеспечивающие получение структуры, содержащей 5,5 – 9% феррита, или ЦТ-16-1 (08Х20Н9ВБ), обеспечивающие получение структуры, содержащей 6,0 – 9,5% феррита. Иногда при сварке корневых слоев многопроходных швов на сталях типа 2Х25Н20С2, склонных к образованию кристаллизационных трещин, применяют электроды ГС-1 (10Х25Н9Г6С2), обеспечивающие получение структуры, содержащей 25 – 30% феррита в наплавленном металле.
Для кооррозионно-стойких сталей повышение содержания первичного феррита до 15 – 25% улучшает характеристики за счет большей растворимости хрома в феррите, чем в аустените, что предотвращает обеднение пограничных слоев хромом и сохраняет высокую сопротивляемость межкристаллитной коррозии. Для жаропрочных и жаростойких сталей с малым запасом аустенитности и содержанием никеля до 15% предупреждение горячих трещин достигается получением аустенитно-ферритной структуры с 3 –- 5% феррита. Большое количество феррита может привести к значительному высокотемпературному охрупчиванию швов в виду их сигматнзации в интервале температур 450 – 850°С.
Получение аустенитно-ферритной структуры швов на глубокоаустенитных сталях, содержащих более 15% Ni, потребует повышенного их легирования ферритообразующими элементами, что приведет к снижению пластических свойств шва и охрупчиванию за счет появления хрупких эвтектик, а иногда и σ-фазы. Поэтому в швах стремятся получить аустенитную структуру с мелкодисперсными карбидами и интерметаллидами и легировать швы повышенным количеством молибдена, марганца и вольфрама, подавляющими процесс образования горячих трещин. Необходимо также ограничивать в основном и наплавленном металлах содержание вредных (сера, фосфор) и ликвирующих (свинца, олова, висмута) примесей, а также газов – кислорода и водорода. Для этого следует применять режимы, уменьшающие долю основного металла в шве, и использовать стали и сварочные материалы с минимальным содержанием названных примесей. Поэтому для изготовления сварочных проволок желательно применять стали вакуумной плавки, после электрошлакового переплава или рафинирования: то же относится и к основному металлу. Техника сварки должна обеспечивать минимальное насыщение металла шва газами. Этому способствует применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах для предупреждения подсоса воздуха необходимо поддерживать короткий вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов.
Высоколегированные стали содержат в качестве легирующих присадок алюминий, кремний, титан, ниобий, хром, обладающие большим сродством к кислороду, чем железо. При наличии в зоне сварки окислительной атмосферы возможен их значительный угар, что может привести к уменьшению содержания или к полному исчезновению в структуре шва ферритной и карбидной фаз, особенно в металле с небольшим избытком ферритизаторов. Поэтому для сварки рекомендуется использовать низкокремнистые высокоосновные флюсы (фторидные) и покрытия электродов (фтористо-кальциевые). Сварка короткой дугой и предупреждение подсоса воздуха служат этой цели. Азот, являясь сильным аустенизатором, одновременно способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкости против горячих трещин. Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда модифицируя его структуру, повышают стойкость против горячих трещин. Механизированные способы сварки, обеспечивая равномерное проплавление основного металла по длине шва и постоянство термического цикла сварки, позволяют получить и более стабильные структуры на всей длине сварного соединения.
Важным мероприятием для борьбы с горячими трещинами является применение технологических приемов, направленных на изменение формы сварочной ванны и направления роста кристаллов аустенита, а также уменьшение силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций и жесткости закрепления свариваемых кромок (рис. 3). При действии растягивающих сил перпендикулярно направлению роста столбчатых кристаллов вероятность образования трещин возрастает. При механизированных способах сварки тонкими электродными проволоками поперечные колебания электрода, изменяя схему кристаллизации металла шва, уменьшают склонность металла шва к горячим трещинам. Снижение действия усадочных деформаций достигается ограничением сварочного тока, заполнением разделки швами небольшого сечения и применением разделок соответствующих конструкций. Этому же способствует хорошая заделка кратера при обрыве дуги.
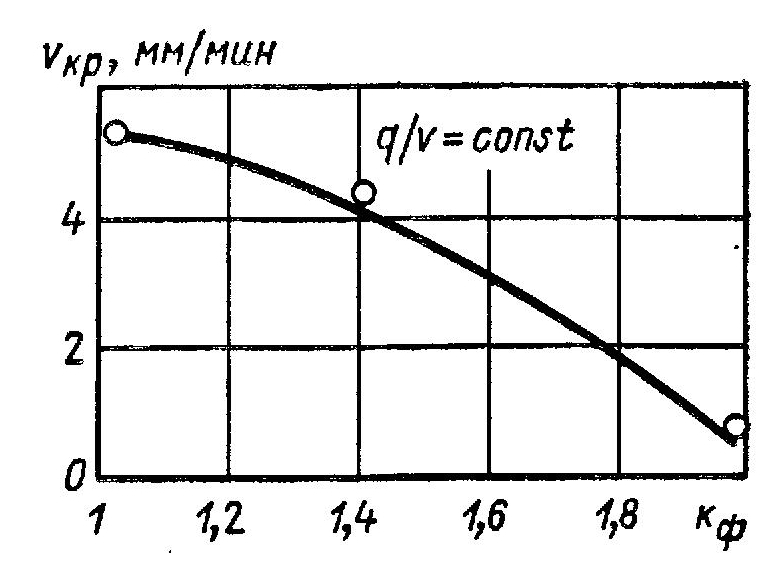
Рис. 3. Влияние коэффициента формы ванны (κф=Z/B) при сварке на технологическую прочность металла шва типа Х10Н65М23
Кроме перечисленных общих особенностей сварки высоколегированных талей и сплавов, есть особенности, определяемые их служебным назначением. При сварке жаропрочных и жаростойких сталей требуемые свойства во многих случаях обеспечиваются термической обработкой (аустенизацией) при 1050 – 1100°С, снимающей остаточные сварочные напряжения, с последующим стабилизирующим отпуском при 750 – 800°С. При невозможности термической обработки сварку иногда производят с предварительным или сопутствующим подогревом до 350 – 400°С. Чрезмерное охрупчивание швов за счет образования карбидов предупреждается снижением содержания в шве углерода. Обеспечение необходимой жаростойкости достигается получением металла шва, по составу идентичного основному металлу. Это же требуется и для получения швов, стойких к общей жидкостной коррозии.
При сварке коррозионно-стойких сталей различными способами для предупреждения межкристаллитной коррозии не следует допускать повышения в металле шва углерода за счет загрязнения им сварочных материалов (графитовой смазкой проволоки и т. д.) и длительного и многократного пребывания металла сварного соединения в интервале критических температур. Поэтому сварку необходимо выполнять при наименьшей погонной энергии, используя механизированные способы, обеспечивающие непрерывность получения шва. Повторные возбуждения дуги при ручной сварке, оказывая нежелательное тепловое действие на металл, могут вызвать появление склонности его к коррозии. Шов, обращенный к агрессивной среде, следует, по возможности, сваривать в последнюю очередь, чтобы предупредить его повторный нагрев, а последующие швы в многослойных швах выполнять после полного охлаждения предыдущих и принимать меры к ускоренному охлаждению швов. Брызги, попадающие на поверхность основного металла, могут быть впоследствии очагами коррозии и должны тщательно удаляться с поверхности металла, швов, так же как и остатки шлака и флюса, которые, взаимодействуя в процессе эксплуатации с металлом, могут привести к коррозии или снижению местной жаростойкости. При сварке создание в металле шва аустенитно-ферритной структуры для повышения стойкости швов к межкристаллитной коррозии достигается легированием титаном или ниобием. Однако титан, обладающий высоким сродством к кислороду, выгорает в зоне сварки на 70 – 90% (при ручной дуговой сварке, сварке под кислыми флюсами). Поэтому легирование швов титаном возможно при сварке в инертных защитных газах, при дуговой и электрошлаковой сварке с использованием фторидных флюсов. В металле швов содержание титана должно соответствсвать соотношению Ti/C≥5. Ниобий при сварке окисляется значительно меньше и поэтому чаще используется для легирования шва при ручной дуговой сварке. Его содержание в металле шва должно отвечать соотношению Nb/C>10. Однако он может вызвать появление в швах горячих трещин.
Таблица 1. Свойства металла шва, выполненного аустенитными электродами ЦТ-7
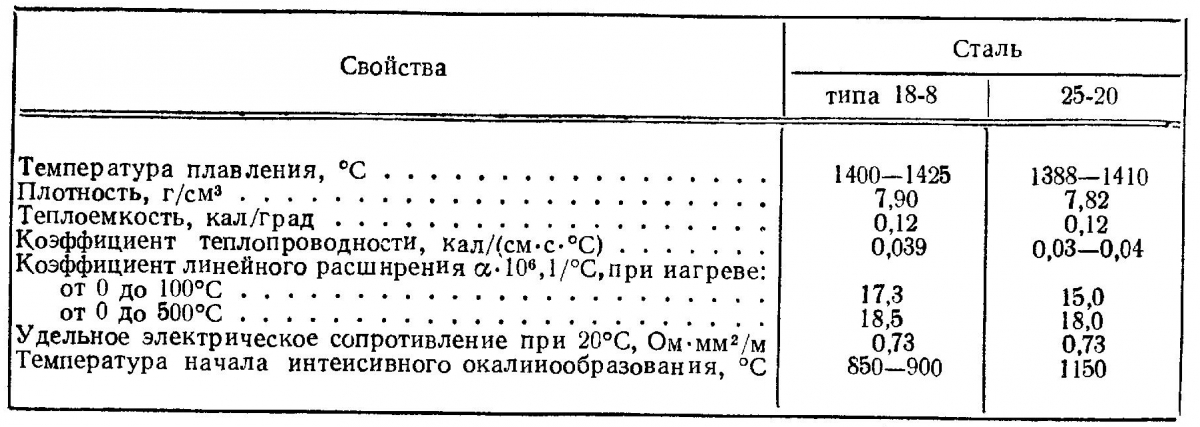
Таблица 2. Теплофизические свойства хромоникелевых аустеннтных сталей
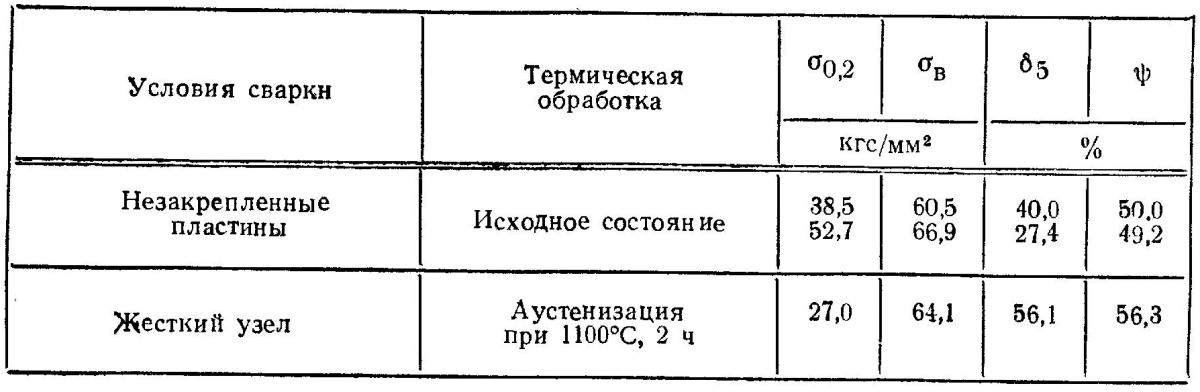
Таблица 3. Остаточные (тангенциальные) напряжения (кгс/мм2) в кольцевых швах различной жесткости аустенитных сталей ЭИ257 и ЭИ680, выполненных электродами ЦТ-7
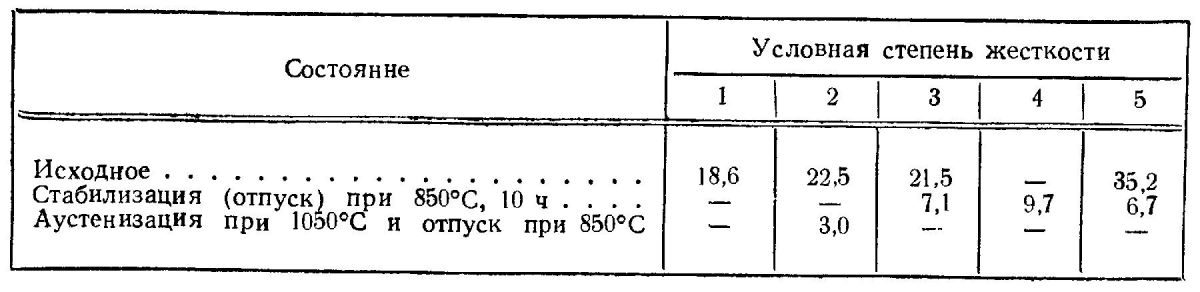
Таблица 4. Характеристика реформационной способности жаропрочных сталей и сплавов различных структурных классов в условиях термического цикла околощовной зоны
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на