
Главное меню
Вы здесь
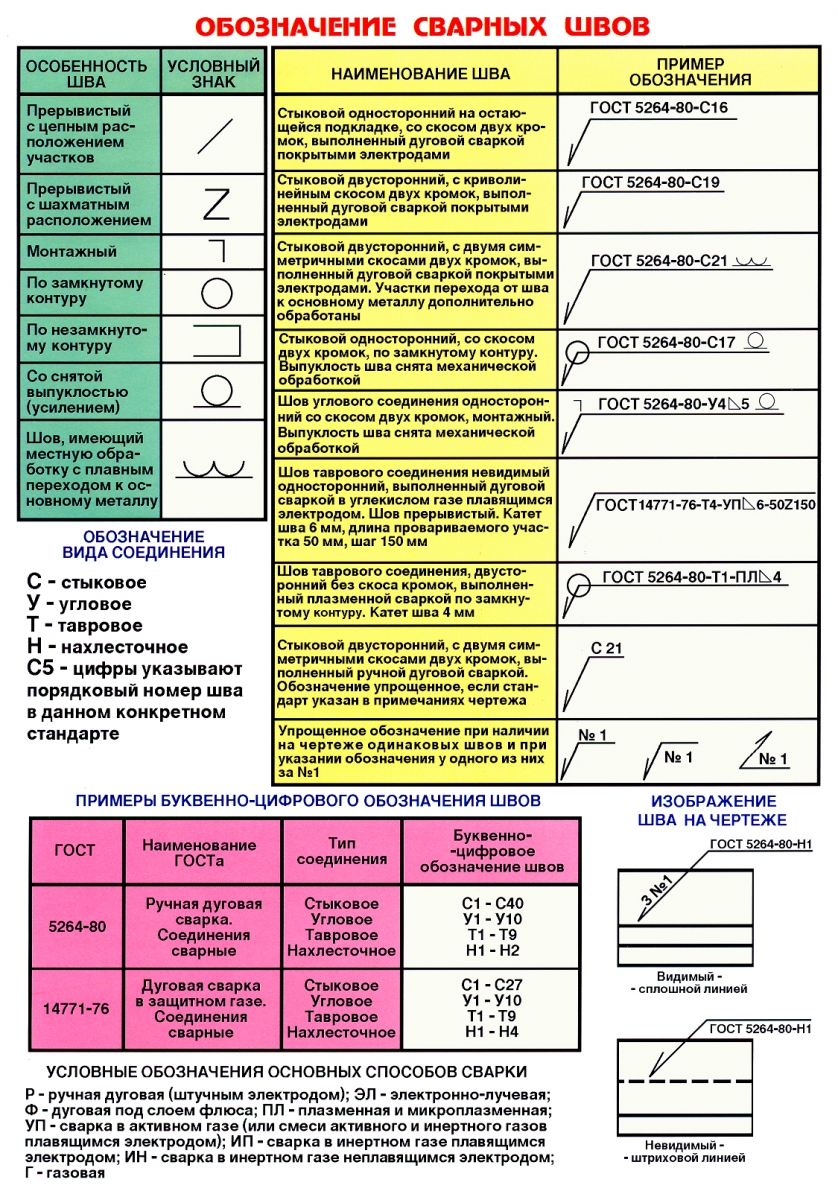
Обозначение сварных швов и соединений на чертежах
Подбор типа, размера шва и обозначение его на чертеже Online
Обозначение сварного соединения производится на сборочных чертежах и чертежах общего вида. Согласно ГОСТ 2.312-72, сварные швы всех типов изображают сплошными линиями (видимый шов) или штриховыми линиями (невидимый шов). К изображениям сварных швов подводят линии-выноски, оканчивающиеся односторонними стрелками. Линии-выноски предпочтительно проводить от видимого шва (рис. 1). Условное обозначение шва наносят над полкой линии-выноски (для шва на лицевой стороне), и под полкой – для шва, выполненного на оборотной или невидимой стороне.
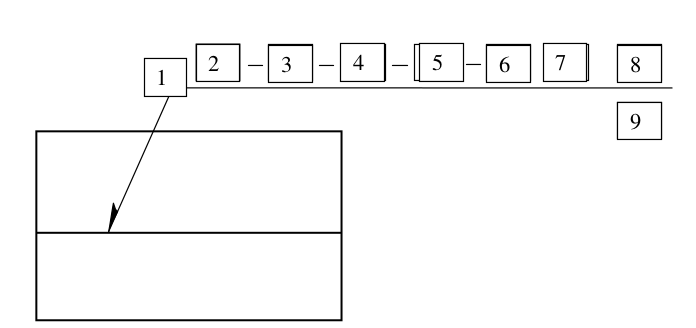
Рис. 1. Структура условного обозначение сварного шва
1. Вспомогательные знаки:
 – шов по замкнутой линии;
– шов по замкнутой линии;
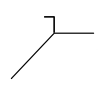 – шов выполнить при монтаже изделия.
– шов выполнить при монтаже изделия.
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
ГОСТ 5264-80 – стандарт на сварные швы и соединения, выполненные ручной дуговой сваркой покрытыми электродами;
ГОСТ 11534-75 – стандарт на сварные швы и соединения, выполненные ручной дуговой сваркой покрытыми электродами под острыми и тупыми углами;
ГОСТ 14771-76 – стандарт на сварные швы и соединения, выполненные сваркой в среде защитных газов;
ГОСТ 23518-79 – стандарт на сварные швы и соединения, выполненные сваркой в среде защитных газов под острыми и тупыми углами;
ГОСТ 16037-80 – стандарт на сварные соединения стальных трубопроводов (основные типы, конструктивные элементы и размеры);
ГОСТ 14806-80 – стандарт на дуговую сварку алюминия и его сплавов толщиной от 0,8 до 60 мм;
ГОСТ 14776-79 – стандарт на сварные электрозаклепочные соединения, выполненные сваркой в среде защитных газов и под слоем флюса.
Перечень стандартов, используемых при соединении металлов с помощью сварки, велик, а использование конкретного стандарта определяется исходя из применяемого способа сварки. Не имеют специального стандарта соединения, выполненные газовой сваркой. Однако в стандарте ГОСТ 16037-80 регламентируется использование газовой сварки на стальных трубопроводах.
3. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений.
Возможные буквы проставляются по первой букве типа соединения: С, Т, Н, У. После буквы в обязательном порядке должна быть проставлена цифра (порядковый номер шва в стандарте), указывающая конструктивные элементы подготовки свариваемых кромок и конкретные условия выполнения сварного соединения. Так, например, С1…С37 и т.д. Существует всего два типа нахлѐсточных соединений: Н1 – соединение проваривается по одной стороне, указанной на чертеже, Н2 – нахлѐсточное сварное соединение проваривается по двум сторонам. Величина нахлѐста элементов регламентируется стандартом.
4. Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений.
Данную позицию допускается не проставлять, когда из стандарта понятно, что за способ сварки при этом используется. ГОСТ 5264-80 – стандарт на сварные швы и соединения, выполненные ручной дуговой сваркой покрытыми электродами, не требует дополнительного обозначения. ГОСТ 14771-76 не раскрывает конкретный способ сварки, т.к. сварка в среде защитных газов включает несколько способов: ИН – в инертном газе неплавящимся электродом, ИНп – в инертном газе неплавящимся электродом с использованием присадочного материала, УП – плавящимся электродом в среде углекислого газа, ИП – плавящимся электродом в среде инертного газа. Поэтому в данном случае обязательно проставлять обозначение способа сварки. Стандарты, требующие дополнения по способу сварки: ГОСТ 8713-79 (в редакции 1993 г.), ГОСТ 14776-79, ГОСТ 16037-80 (в редакции 1991 г.) и др.
5. Для угловых швов в данной позиции проставляется катет шва, например, 14 мм.
6. Для прерывистых швов проставляется длина провариваемого участка, для электрозаклѐпочных и точечных соединений проставляется расчѐтный диаметр сварной точки, для швов, выполненных роликовой сваркой, – ширина шва, мм.
7. Указывается вид прерывистости соединения и шаг проставления швов: / – соединение с цепным расположением швов; Z – соединение с шахматным расположением сварных швов. Стоит обратить внимание на значения величины шага. Шаг – это расстояние от начала шва до начала следующего шва, а не расстояние между провариваемыми участками (такой смысл часто закладывают в этот размер), т. е. никогда не может быть проставлено обозначение 100 / 100. Также стоит задуматься о целесообразности следующего обозначения 150 / 160. При выполнении сварного соединения гораздо удобнее и быстрее будет проварить шов на проход (от начала до конца стыка), чем проводить разметку для выполнения прерывистых швов. Аналогично и при выполнении сварного соединения с шахматным расположением швов следует рассмотреть необходимость выполнения соединения с указанными параметрами 150 Z 130.
8. Показывают вспомогательные знаки:
 – усиление сварного шва снять;
– усиление сварного шва снять;
 – наплывы и неровности шва обработать с плавным переходом к основному металлу;
– наплывы и неровности шва обработать с плавным переходом к основному металлу;
 – чистота обработки поверхности сварного шва;
– чистота обработки поверхности сварного шва;
 – шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа).
– шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа).
9. Показывают вспомогательные знаки, относящиеся к обратной стороне сварного шва (со стороны корня):
– усиление сварного шва снять;
– чистота обработки поверхности сварного шва;
– наплывы и неровности шва обработать с плавным переходом к основному металлу.
Если указанные знаки стоят под линией выноски, то они относятся к обратной стороне шва.
Возникают случаи, когда сварной шов видимый, но его необходимо выполнить с невидимой стороны, при этом основная надпись обозначения сварного шва записывается под линией-выноской (рис. 2).
Для более удобного чтения чертежа используется ряд упрощений при обозначении сварных швов и соединений.
Применяя при изготовлении сварной конструкции один способ сварки и форму подготовки кромок по одному стандарту, допускается в структуре условного обозначения не проставлять стандарт на основные типы, конструктивные элементы и размеры швов. При этом стандарт на сварку указывают на чертеже в технических требованиях на изготовление данной конструкции. Например, сварка осуществляется по ГОСТ 5264-80 электродами типа Э-50А.
Может быть ситуация, когда одинаковых сварных швов очень много и обозначение каждого шва загромождает чертѐж. Тогда сварные швы группируют и производят полное обозначение одного сварного шва. На наклонной линии полки проставляется количество одинаковых швов и номер группы швов (рис. 3, а). У остальных швов проводят линии-выноски (рис.3, б).

Рис. 2. Обозначение сварного шва, выполняемого с невидимой стороны
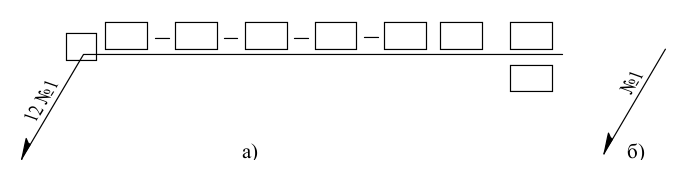
Рис. 3. Обозначение одинаковых швов:
а – обозначение одного шва, б – обозначение последующих швов
На них наносят порядковый номер шва. Если в следующих сварных соединениях меняется стандарт на сварку, используется другая разделка кромок и т.д., то формируют следующую группу сварных соединений. Порядковый номер группы не указывает последовательность сварки или сборки элементов сварной конструкции. Данную последовательность можно найти лишь в технологической документации.
Если все швы одинаковые и изображены с одной стороны (лицевой или оборотной), порядковый номер швам не присваивается, а швы, не имеющие обозначения, отмечают линиями-выносками.
Нестандартный сварной шов изображается с указанием размеров конструктивных элементов, необходимых для его выполнения, причѐм границы шва проводят сплошными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями (рис. 4). В технических требованиях обязательно указывают способ сварки. Например, сварка ручная дуговая покрытыми электродами типа Э-46А.
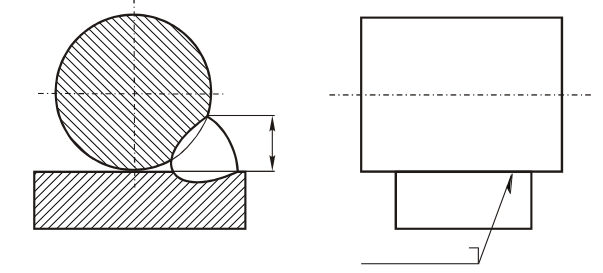
Рис. 4. Обозначение нестандартного сварного шва
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на