
Главное меню
Вы здесь
Магнитное поле и сварочная дуга
МАГНИТНОЕ ПОЛЕ СВАРОЧНОГО КОНТУРА
Магнитное дутье
Сварочная цепь электрод - дуга - изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону.
Боковой распор магнитных линий, сконцентрированных внутри угла, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 1). Меняя место подвода тока, можно регулировать отклонение дуги. Отклонение дуги можно регулировать также изменением угла наклона электрода к поверхности изделия (рис. 2).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения «магнитного распора» в контуре лучше всего воспользоваться понятием магнитного давления, которое, согласно формуле (1), тем больше, чем больше напряженность Н.
рм=Н2/(8π) (1)
Движение эластичного проводника - дуги - будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий Н.
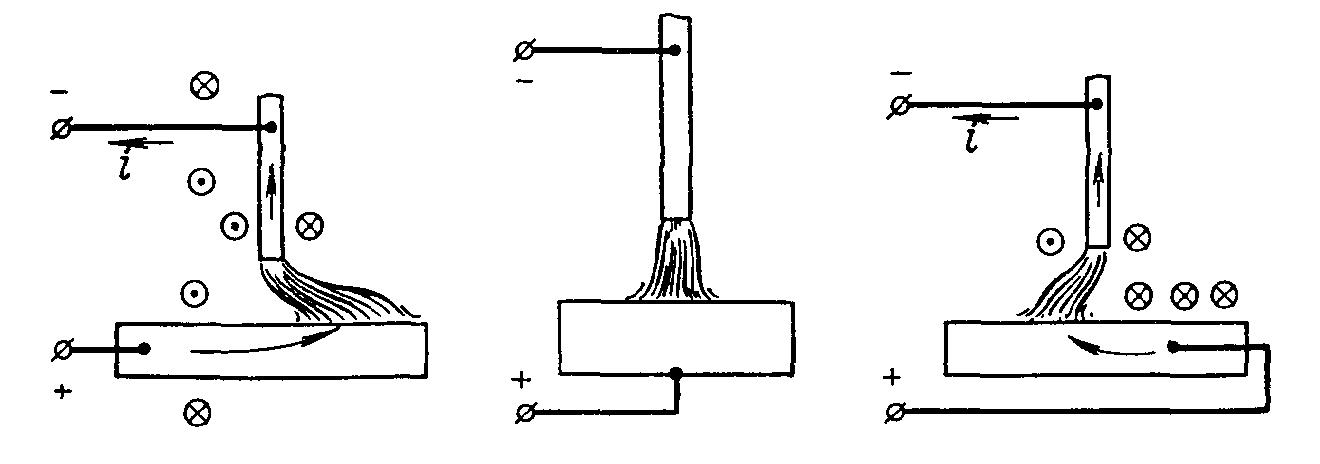
Рис. 1. Влияние места подвода тока на отклонение дуги (магнитное дутье) Точками и крестиками обозначены магнитные силовые линии и их направление (точка - на нас, крестик - от нас)
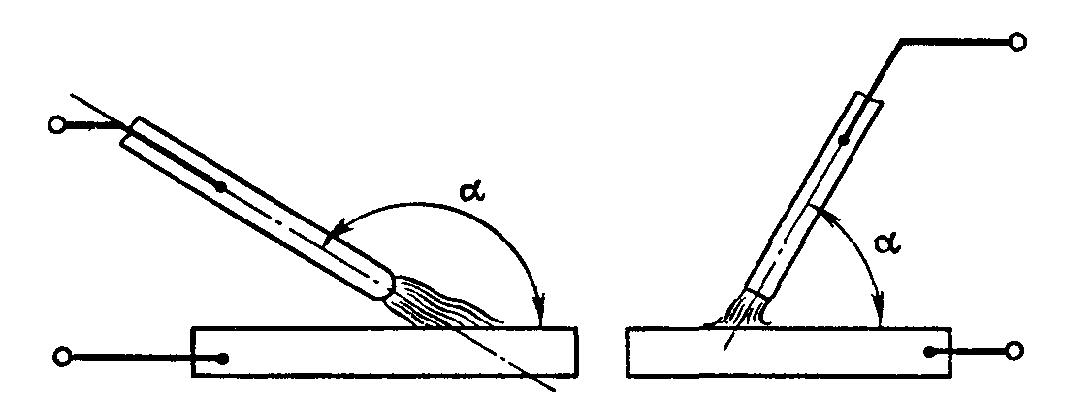
Рис. 2. Влияние угла наклона электрода на отклонение дуги
Действие ферромагнитных масс
Наличие значительных ферромагнитных масс вблизи дуги может вызвать ее отклонения, относимые также к магнитному дутью. Можно считать, что в ферромагнитной массе благодаря ее высокой магнитной проницаемости «стремятся» сконцентрироваться магнитные силовые линии контура.
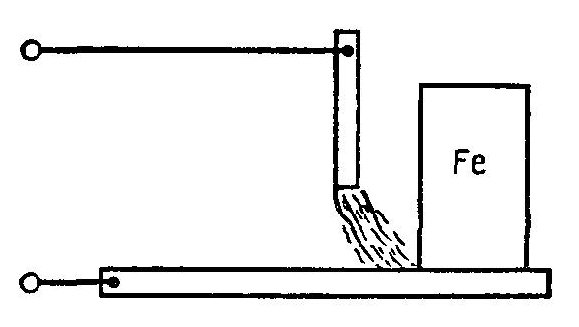
Рис. 3. Влияние ферромагнитных масс на отклонение дуги
Вследствие этого магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется (рис. 3). Поэтому дуга может часто отклоняться в сторону заваренного шва или от кромки в сторону основной массы изделия.
При рассмотрении магнитного дутья следует учитывать, что металл в ванне и вблизи нее нагрет выше точки Кюри и практически немагнитен.
Все сказанное выше о магнитном дутье относится в основном к дуге постоянного тока. При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180º по фазе по отношению к сварочному току. Результирующий магнитный поток контура оказывается значительно меньшим, чем при постоянном токе.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб из-за значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, сдувающее дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно ликвидировать отрицательное влияние дутья.
МАГНИТНОЕ ПОЛЕ И ДУГА
Внешнее магнитное поле по отношению к оси столба дуги может быть либо продольным, либо поперечным. Все промежуточные случаи могут быть сведены к этим двум.
Продольное поле
При наложении продольного поля направления магнитного и электрического полей совпадают, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще тепловой скоростью хаотического движения и скоростью амбиполярной диффузии.
Магнитное поле напряженностью Н искривляет путь частицы и заставляет двигаться ее по ларморовскому радиусу r с так называемой циклотронной или ларморовской угловой частотой
ω = qН/(mc). (2)
Для электрона ω=1,7.107 с-1 при Н=1 Э. Он вращается по часовой стрелке, создавая с вектором Н магнитного поля право- винтовую систему. Положительный ион вращается в обратном направлении с частотой согласно уравнению (2) .
При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но свободный пробег λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату напряженности поля Н, но для обычных сварочных режимов невелико.
В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное магнитное поле оказывает на диффузионную составляющую скорости ионов и электронов. Скорость диффузии их направлена по радиусу от центра дуги к периферии, где температура и концентрация меньше (рис. 4) . В связи с тем что скорости диффузии в квазинейтральном столбе дуги равны υe≈υi, а масса me<<mi, импульсы, передаваемые нейтральным частицам от ионов, будут в тысячи раз больше, чем от электронов. Поэтому плазма столба дуги придет во вращательное движение, соответствующее движению в магнитном поле ионов. Столб дуги будет вращаться против часовой стрелки, если смотреть по направлению поля.
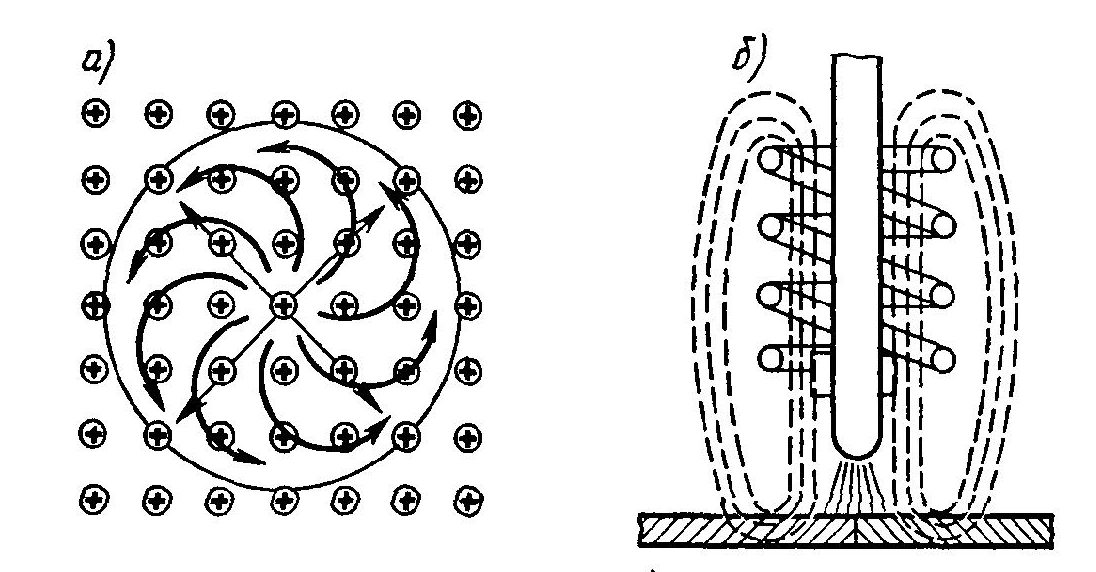
Рис. 4. Действие продольного магнитного поля на дугу (а)
и схема направляющего соленоида (б)
Угловая скорость вращения максимальна в тех участках столба, где скорости диффузии наибольшие. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, из-за чего заряженные частицы начинают двигаться по спирали.
Продольное поле Фпрод получают с помощью соленоида (рис. 4) и используют для придания дуге большей жесткости и устойчивости. Фпрод несколько повышает температуру в центре столба дуги в связи с магнитным давлением рм=Н2/(8π), которое, как указано выше, уравновешено давлением рт..
Поперечное поле
При наложении поперечного поля целесообразно рассматривать дугу как проводник с током. Поперечное магнитное поле, накладываясь на собственное поле дуги в контуре, может вызвать ее отклонение в ту или другую сторону (рис. 5). В той части сварочного контура, где силовые линии Фсоб и Фпоп совпадают, создается избыточное магнитное давление и дуга отклоняется в сторону более слабого поля.
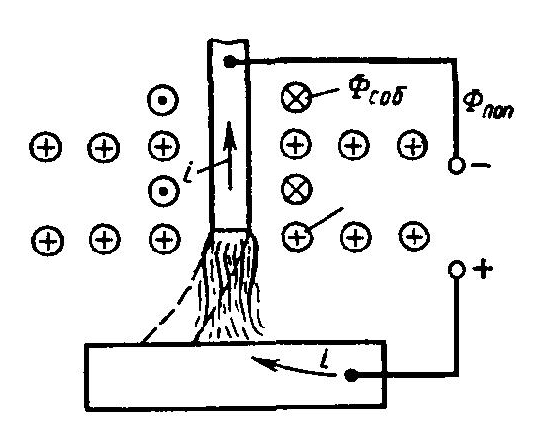
Рис. 5. Поперечное магнитное поле и дуга
Воздействуя поперечным магнитным полем на дуги и в расплавленного металла, при сварке под флюсом можно, например изменить формирование шва (рис. 6). На металл в действуют объемные силы F, пропорциональные, согласно уранению (3), векторному произведению плотности тока i и напряженности магнитного поля H :
![]() (3 )
(3 )
Под действием этих сил металл стремится «подтечь» под дугу (рис. 6, б), чему также способствует отклонение дуги, и проплавление уменьшается. Переключив поле, можно увеличить проплавление.
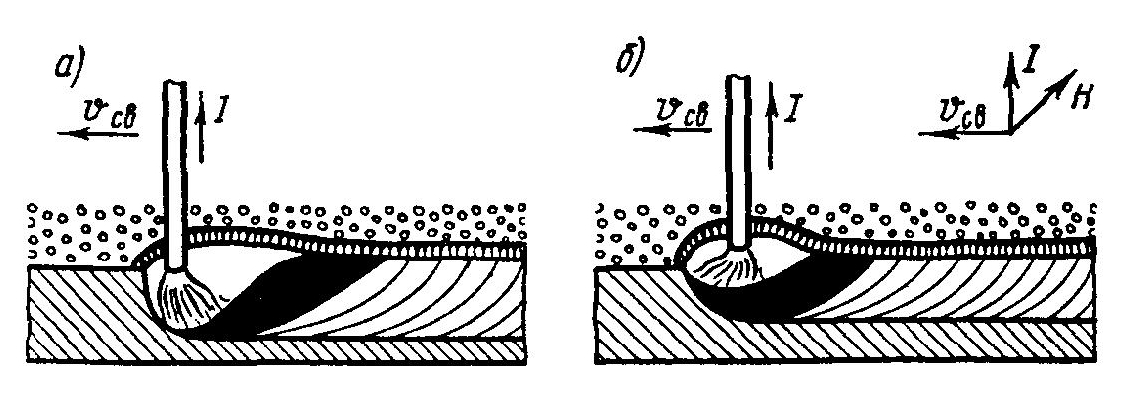
Рис. 6. Действие магнитного поля на дугу под флюсом: а - без магнитного поля, б — с поперечным магнитным полем
Если использовать управление поперечным переменным магнитным полем, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке трубных досок.
ВРАЩАЮЩАЯСЯ ДУГА
Эффект перемещения дуги в поперечном магнитном поле используется для ее вращения на конической или цилиндрической поверхности.
Вращающаяся «конусная» дуга применима для сварки кольцевых швов малого диаметра (рис. 7). По оси труб располагается неплавящийся электрод. С помощью соленоида создается магнитное поле, параллельное оси электрода. При горении дуги «электрод - кромка» столб ее оказывается направленным поперек поля H, что и вызывает вращение дуги. Частота вращения n пропорциональна напряженности поля и току дуги и практически достигает обычно нескольких тысяч оборотов в минуту. Сварка изделия происходит за несколько секунд, что соответствует 100...1000 оборотам дуги. Использование вращающейся дуги весьма упрощает аппаратуру.
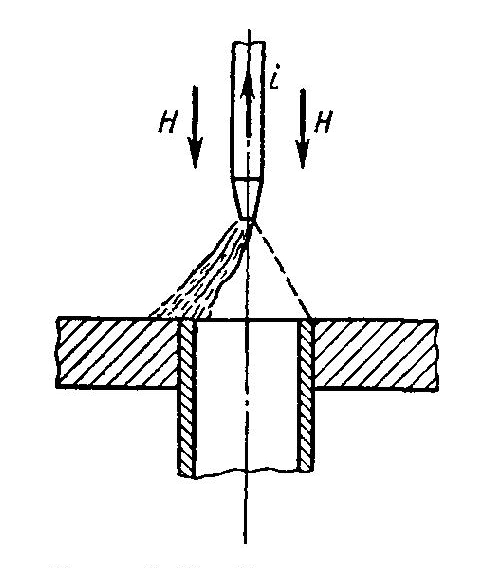
Рис. 7. Схема сварки вращающейся «конусной» дугой
Применяют также не стержневой, а фигурный неплавящийся электрод, соответствующий по форме конфигурации свариваемой кромки. Сдвиг электрода относительно кромок изделия должен обеспечить взаимодействие столба дуги с поперечным магнитным полем. Фигурным медным электродом удается сваривать детали произвольной формы, что весьма перспективно при массовом производстве таких изделий, как конденсаторы, герметизированные изделия автоматики и т.д.
Способ сварки кольцевых швов труб вращающейся «бегущей» дугой заключается в том, что на концы труб надеваются две катушки, включенные встречно (рис. 8). Благодаря этому в зазоре между трубами создается радиальное магнитное поле H.
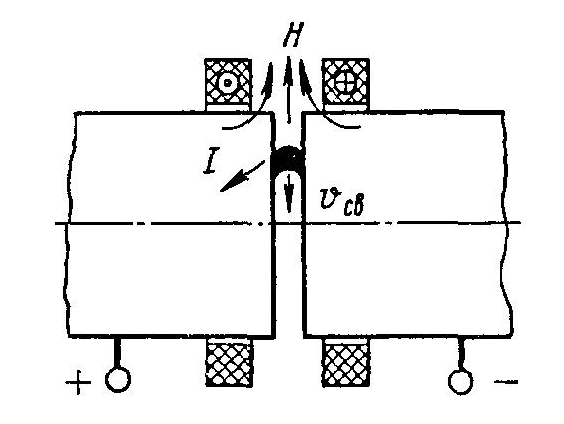
Рис. 8. Стыковая сварка труб вращающейся «бегущей» дугой
Если между торцами труб зажечь дугу, то на нее будет действовать тангенциальная сила. Движение бегущей дуги вначале ограничивается той скоростью, с которой может перемещаться по поверхности холодной трубы катодное пятно. По мере разогрева торцов скорость движения υсв возрастает, достигая весьма больших значений. После выключения дуги осуществляется осадка.
Воздействие магнитогидродинамических явлений на ванну расплавленного металла можно использовать не только для регулирования глубины проплавления (см. рис. 6), но и для управления положением ванны в зазоре стыка. Для этого необходимо создать в металле вертикальные объемные силы, что вполне осуществимо. Поперечное поле позволит также управлять формированием шва в разных пространственных положениях.
При многодугoвой сварке в одну ванну и трехфазной сварке магнитогидродинамические эффекты даже при отсутствии внешнего поля могут существенно расширить технологические возможности процесса. Магнитное воздействие на ванну эффективно также при электрошлаковом и других методах сварки.
ЛИТЕРАТУРА
Теория сварочных процессов: Учеб. для вузов по спец. «Оборуд. и технология сварочн. пр-ва» В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др.; Под ред. В. В. Фролова. - М.: Высш. шк,, 1988. 559 с.: ил.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на