
Главное меню
Вы здесь
Историческая справка и возможности сварки взрывом
СВАРКА МЕТАЛЛОВ ВЗРЫВОМ
ИСТОРИЧЕСКАЯ СПРАВКА И ВОЗМОЖНОСТИ СВАРКИ ВЗРЫВОМ
Явление, которое теперь обозначается термином «сварка взрывом», наблюдалось, по-видимому, давно и неоднократно, но воспринималось как помеха целенаправленным действиям при разрушении металлоконструкций или как неповторимый случай. К сожалению, по этому поводу имеются только устные свидетельства очевидцев.
В настоящее время сваркой взрывом принято называть явление прочного соединения двух или нескольких металлических тел, происходящее при их соударениях. Для большей части металлов и сплавов диапазон соответствующих скоростей соударения находится в пределах от 0,3 до 1,5 км/с. Очевидно, возможность реализации подобных скоростей - непременное условие сварки взрывом. Поскольку диапазон параметров соударения, обеспечивающих получение прочного соединения, достаточно широк, наиболее естественным представляется предположение, что сварка взрывом наблюдалась сразу же вслед за началом широкого использования взрывчатых веществ в военных и мирных целях в середине прошлого века, а также при взаимодействии металлических преград с пулями и артиллерийскими снарядами. В одной из обзорных работ Б. Кроссланда и Дж. Уильямса1 указывается, что в годы первой мировой войны известны факты случайного «прилипания» пуль или шрапнели к металлическим преградам, однако конкретных данных об этом в научно-технической литературе обнаружить не удалось. Наиболее ранняя из известных публикаций о сварке взрывом относится к 1944 г.2. Это - письмо в редакцию некоего Л. Карла из Буффало (США). (О других работах этого автора ничего не известно.) В работе 2 опубликована фотография микрошлифа куска двух латунных дисков диаметром 25,5 мм, толщиной 0,89 мм, сварившихся под действием детонационного импульса в специальном устройстве, предназначенном, по-видимому, для исследования восприимчивости взрывчатых веществ к передаче детонации. В заметке высказаны разумные предположения о возможном относительном скольжении соединяющихся поверхностей, которое, по мнению автора, должно способствовать нарушению непрерывности имеющихся поверхностных загрязнений, необходимому для получения прочного соединения. К сожалению, эта заметка тогда не привлекла к себе внимания и была обнаружена лишь в середине 60-х годов ХХ в.
Примерно в то же время, в 1944 - 1946 гг., сварка взрывом наблюдалась в работах группы исследователей, занимавшихся изучением механизма действия кумулятивных зарядов под руководством академика М.А. Лаврентьева. Один из его учеников, Н.М. Сытый, получил монолитные медные стержни из пучков медной проволоки, при взрыве намотанного на них детонирующего шнура. В работах этой группы два конуса, вставленных друг в друга соосно и размещенных в полости кумулятивного заряда, образовывали биметаллические песты из стали и меди, в которых на поверхности соединения можно было отчетливо наблюдать волнообразование, заново открытое лишь 10 лет спустя. К сожалению, результаты исследований группы М.А. Лаврентьева по сварке взрывом не были своевременно опубликованы и не получили в то время дальнейшего развития.
В 1954 г. была опубликована заметка У. Аллена, Дж. Мэйпса и Г. Уилсона из США3, в которой приведены результаты экспериментов по пробиванию тонких свинцовых преград цилиндрическими снарядами с плоским передним торцом. При определенных углах наклона снаряда к поверхности преграды на торцах было зафиксировано образование регулярных волн. Авторы работы 3 сравнили критический угол, определяющий границу волнообразования, с критическим углом, определяющим струеобразование, исследованным в работе Дж. Уолша, З. Шреффлера и E. Уиллига из Лос-Аламоса4, и обнаружили приблизительное совпадение этих углов. Только случайность не позволила авторам3 зафиксировать сварку взрывом. Низкая прочность свинцовых мишеней привела к тому, что следы свинца, по-видимому, оставшиеся на волнистой поверхности цилиндров, не привлекли внимания исследователей. Исследование пробивания преград под различными углами было продолжено с 1956 г. в Станфордском исследовательском институте5. В 1961 г. сотрудники этого института Д. Давенпорт и Г. Дюваль6 сообщили об исследованиях сварки взрывом, а А. Абрахамсон опубликовал в том же году первую теорию волнообразования7. В его работе приведены фотографии сварных соединений, полученных методом, приводимым в работе3, при соударении пуль с медными преградами.
Одним из пионеров исследования сварки взрывом является Дж. Пирсон, опубликовавший в 1958 г. сообщение о сварки взрывом, упоминание о котором содержится в работе5. В 1959 г. он сделал сообщение о сварки взрывом на конференции по штамповке взрывом8, в том же году появилось анонимное сообщение о сварки взрывом в журнале «Steel»9, а в 1960 г. в «Journal оf Metals»10 Дж. Пирсон опубликовал схемы сварки взрывом и фотографии сварных соединений. Очевидно, примерно в это же время исследования по сварки взрывом в концерне «Дюпон де Немур» начали Г. Кован, Дж. Дуглас и А. Хольцман11.
В заметке 9 приведена также схема сварки взрывом, предложенная В. Филипчуком, которая запатентована им совместно с Ф. Бойсом и Ле Роем в 1960 г. 12. В обзоре 1965 г.13 В. Филипчук указывает, что CB он впервые случайно наблюдал в 1957 г, при взрывной штамповке листа в матрицу U-образного сечения, В эксперименте на площади в 1 кв. дюйм была зафиксирована прочная сварка, и таким образом родилась схема, показанная на рис. 1. При этом использовалась передача импульса через воду, а свариваемые поверхности предполагались находящимися в непосредственном контакте друг с другом. До настоящего времени нам не известны работы, посвященные детальному исследованию этой схемы сварки взрывом. На основании общих соображений можно лишь утверждать, что устойчивое получение прочных соединений по этой схеме определяется взаимодействием многих факторов, из которых основными являются амплитуда и длительность приложенного импульса, а также механические свойства, шероховатость и степень предварительной очистки соединяемых поверхностей. При оптимальном сочетании этих факторов, когда большая часть приложенной энергии будет израсходована на пластическую деформацию шероховатостей и сближение чистых участков поверхностей на расстояния, достаточные для взаимодействия между кристаллическими решетками, можно получить прочное соединение на большей части поверхностей. Однако сложность и неустойчивость процесса, очевидно, привели к тому, что схема сварки взрывом, предложенная В. Филипчуком, до сих пор не получила сколько-нибудь значительного распространения.
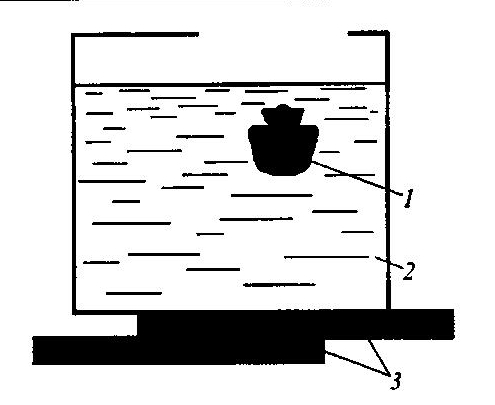 |
| Рис. 1. Схема сварки взрывом по В. Филипчуку. 1-заряд, 2-вода, 3-свариваемые пластины |
В СССР систематические исследования сварки взрывом начались в Институте гидродинамики СО АН СССР в 1961 г,, когда в одном из экспериментов по упрочнению высокомарганцовистой стали группа исследователей в составе Е.И. Биченкова, В.С. Седых, Ю.A. Тришина и А.А. Дерибаса получила и исследовала соединение низкоуглеродистой и высокомарганцевой стали. Результаты первых работ в этом направлении опубликованы в 1962 - 1963 гг, 14. Начиная с этого времени, исследования сварки взрывом велись в Институте гидродинамики систематически. Несколько позднее начались работы по сварки взрывом в Волгоградском политехническом институте, ИЭС и в ряде других организаций.
Это связано с тем, что в современном энергетическом, химическом, металлургическом машиностроении и многих других отраслях машиностроения непрерывно возрастает потребность в конструкционных материалах с высокой стойкостью в коррозионных средах, в условиях кавитации, абразивного износа и износа трением и т.д. в сочетании с высокими механическими свойствами. Эффективным способом получения заготовок и деталей с такими свойствами является создание их в виде двух- или многослойных композиций, в которых основной, несущий слой выполняется из недорогой углеродистой или низколегированной стали с заданным уровнем прочности, а наружный слой (или слои), взаимодействующий с рабочей средой, - из высоколегированной стали, цветных металлов или сплавов на их основе. Большой интерес вызывает также особый вид сварки взрывом, используемый для изготовления или соединения готовых деталей и узлов - так называемая конструкционная сварка взрывом.
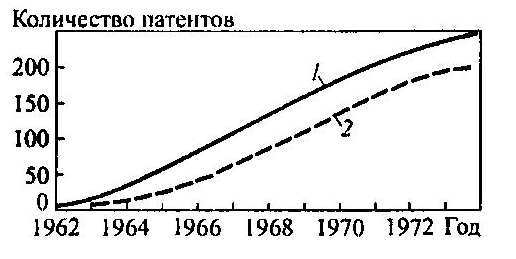
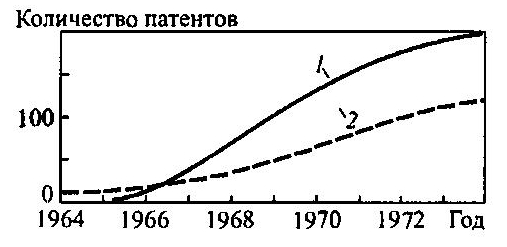
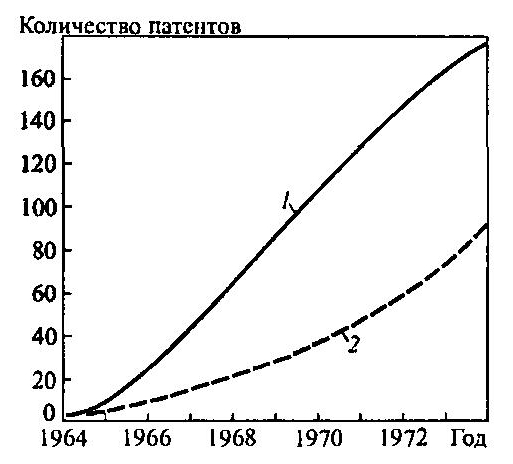
Наиболее интенсивное развитие исследований и технологических разработок в области сварки взрывом приходится на 60 - 70-е rr. ХХ в. На рис. 2-4 представлен темп развития соответствующих разновидностей сварки взрывом, который оценивался по числу зарегистрированных патентов. В 1980 r. опубликован библиографический указатель отечественной и зарубежной литературы за 1944 - 1979 гг. (Сварка взрывом. - Новосибирск: ИГ СО АН СССР, 1980.- 290 с.), содержащий краткие рефераты более 1100 публикаций по сварке взрывом и смежным вопросам.
 |
 |
 |
| Рис. 2. сварка взрывом биметалла: 1 - западные страны; 2 - СССР | Рис. 3. Сварка взрывом композиционных и армированных материалов: 1 - западные страны; 2 - СССР |
Рис. 4. Конструкционнад сварка взрывом 1 - западные страны; 2 - СССР |
В металлургии и машиностроении как в отечественной, так и в зарубежной практике применяют ряд способов получения биметаллических материалов и деталей. Важнейшие из них - электродуговая и электрошлаковая наплавка, заливка и пакетная прокатка, сварка взрывом. Каждый из этих способов имеет специфические преимущества и недостатки, определяющие область его рационального применения. Так, электродуговая наплавка в различных ее модификациях (ручная, полуавтоматическая под флюсом или в атмосфере защитных газов, автоматическая под флюсом, порошковой проволокой и др.) различается универсальностью в отношении формы наплавляемой поверхности; позволяет наносить покрытия из твердых сплавов, не допускающих обработку давлением. К недостаткам наплавки относятся: высокая трудоемкость, значительные деформации; неточное соблюдение ее толщины, ведущее к перерасходу сварочных материалов; недостаточно ровная поверхность наплавки, часто требующая зачистки и шлифования; необходимость нанесения, как правило, нескольких слоев для подавления эффекта разбавления металла наплавки основным металлом; значительная трудность, а часто невозможность наплавки в тех случаях, когда между металлом наплавки и основания возможно образование хрупких интерметаллидных прослоек.
При электрощлаковой наплавке заготовку (сляб) помешают в медный кокиль так, чтобы между его стенкой и наплавляемой поверхностью образовался зазор, соответствующий толщине наплавляемого слоя, Этот зазор заполняется электрошлаковой наплавкой. После освобождения наплавленного сляба из кокиля его прокатывают на двухслойный лист. Этот способ производителен, но обладает существенным недостатком - из-за значительного проплавления основного металла, непостоянного по наплавляемой поверхности, состав, а также конечная толщина плакирующего слоя после прокатки могут сильно колебаться.
Один из наиболее старых способов получения биметалла - это метод заливки, при котором в изложницу помещают сляб из высоколегированной стали, а затем заливают конструкционную сталь. Полученный слиток подвергают нормальному металлургическому переделу с прокаткой сначала на блюминге, а затем на листопрокатном стане. Соединение слоев происходит в основном во время пластической деформации при прокатке. В связи с трудностью эффективной организации такого технологического процесса в условиях обычных мартеновских цехов он малоперспективен15.
Для получения листовой двухслойной стали, обычно плакированной хромистыми коррозионно-стойкими или аустенитными сталями, в металлургии широко применяют пакетную прокатку. При этом способе на заготовку (сляб) из перлитной стали с хорошо обработанной поверхностью, тщательно очищенной от окалины и покрытой тонким слоем никеля, укладывается плакирующий лист из высоколегированной стали, Прослойка никеля предупреждает интенсивную диффузию углерода из основного слоя в плакирующий с высоким содержанием хрома. Во избежание значительного изгиба раската из-за неравенства температурных коэффициентов линейного расширения свариваемых материалов пакет обычно выполняют четырехслойным, симметричным с разделительным покрытием, предупреждающим сварку прилегающих плакирующих листов. По периметру пакета устанавливают планки, привариваемые герметичным швом к обеим заготовкам из перлитной стали. Это предупреждает попадание воздуха извне в зону сварки и, как следствие, существенно уменьшает степень окисления соединяемых поверхностей в процессе нагрева под прокатку. Нагрев такого пакета хотя и приводит к образованию тонкой пленки окислов на поверхности высокохромистой стали, но эта хрупкая пленка дробится при прокатке, обнажая ювенильные поверхности, между которыми в результате значительной пластической деформации при высокой температуре образуется прочное сварное соединение. Для его получения прокатка должна проводиться с угонением в 5...7 раз, что в ряде случаев ограничивает возможность получения методом пакетной прокатки двухслойной стали толщиной более 30...40 мм. Иногда собранный пакет обжимают нагорячо под прессом, что приводит к частичному образованию сварного соединения, устраняющему опасность расслоения пакета при его последующей горячей прокатке.
К недостаткам пакетной прокатки относятся: высокая трудоемкость подготовительных операций; не всегда стабильная прочность соединения (по техническим условиям на двухслойную, коррозионно-стойкую сталь прочность соединения на срез не должна быть ниже 140...150 МПа, в то время как фактическая прочность хорошо выполненного соединения при таком испытании обычно превышает 250 МПа). Прочность соединения при пакетной прокатке может быть повышена (до 300...350 МПа) введением в герметизированную полость собранного пакета материалов - геттеров, активно связывающих кислород и азот воздуха в этой области и исключающих окисление соединяемых листов. При этом технологический процесс усложняется. Важное достоинство пакетной прокатки - возможность выполнения вспомогательных операций вне основных металлургических цехов, а прокатки - в нормальных условиях работы прокатных цехов.
В мировой практике для получения биметаллических и многослойных материалов все шире применяется сварка взрывом. Разработке и внедрению технологии плакирования взрывом в отечественной промышленности способствовали исследования многих научно-исследовательских институтов, высших учебных заведений и заводов. Из зарубежных фирм, проводящих работы по сварке взрывом, наиболее известны «Дюпон» и «Детаклед» (США), «Крупп» и «Эдельштальверке» (ФРГ), «Асахи касей коче» и «Фуркава» (Япония), «Нобельметалл» (Швеция) и др.15
Существенная особенность плакирования взрывом состоит в возможности соединения между собой металлов, сварка которых другими способами сложна или практически исключена. Это относится, в частности, к металлам и сплавам, образующим очень твердые и хрупкие интерметаллиды, например, стали с алюминием или титаном. Сваркой взрывом позволяет получать биметаллические (или многослойные) материалы практически любой композиции16 при условии достаточной их пластичности для прохождения процесса плакирования, связанного со значительными деформациями, без повреждения слоев.
Известны два способа плакирования взрывом: металлургический, при котором плакированный сляб (брама, сутунка или толстый лист) прокатывается с получением биметаллического листа заданной толщины, и непосредственное плакирование взрывом, при котором заготовка или деталь используется в изделии без последующей прокатки. Следует отметить, что в отличие от пакетной прокатки при сварки взрывом соединение слоев происходит уже во время плакирования, в связи с чем резко уменьшается необходимая степень пластической деформации при прокатке. Это снижает ограничения по максимальной толщине получаемых двухслойных листов.
Способ непосредственного плакирования, во всяком случае для получения двухслойной стали, намного универсальнее металлургического. Он позволяет наряду с листами (слябами, брамами) плакировать плоские и пространственные, катаные, кованые и литые заготовки переменной толщины и сложной формы по всей поверхности или по ее части. При этом толщина основного слоя не ограничивается: по существу, с ее увеличением процесс плакирования облегчается. Толщина плакирующего слоя не связана с толщиной основного металла и может быть минимально допустимой по условиям эксплуатации объекта, изготовляемого из двухслойной стали. Следует подчеркнуть, что по сравнению с наплавкой резко сокращается необходимая номинальная толщина защитного слоя (вследствие ее гарантированного размера при плакировании взрывом). При этом практически исключается правка изделия, а также шлифование плакирующего слоя, наружная поверхность которого после воздействия взрыва существенно не изменяется. Положительным экономическим фактором является и то, что листовая сталь, применяемая для плакирования, в 2...3 раза дешевле более легированной тонкой проволоки или ленты, используемых для наплавки. Все это приводит к тому, что листовая конструкционная сталь (δ1 = 70...100 мм), плакированная взрывом листами стали 08Х18Н10Т (δ1 = 3...4 мм), почти вдвое дешевле аналогичной стали с наплавкой. С уменьшением толщины основного листа ( δ1 < 50 мм) экономические преимущества непосредственного плакирования уменьшаются, так как растет удельная площадь плакируемой поверхности на единицу массы полученного биметалла. В связи с этим в случае использования в конструкциях листов из двухслойной стали небольшой толщины там, где это конструктивно возможно, целесообразнее применять биметалл, полученный методом пакетной прокатки или сваренный взрывом с последующей прокаткой.
В отечественном машиностроении накоплен значительный опыт непосредственного плакирования взрывом с исследованием служебных свойств получаемых биметаллических заготовок и деталей, В частности, освоено плакирование больших листов толщиной 70...100 мм, площадью до 16,5 м2 для толстостенных сосудов давления ответственного назначения17 со сплошностью соединения, приближающейся к 100%-ной при отличном качестве поверхности плакирующего слоя и незначительных сварочных деформациях. Горячая гибка и штамповка таких листов не вызывает повреждений плакирующего слоя и его соединения с листом основания.
Технология плакирования взрывом деталей со сложной криволинейной поверхностью была впервые разработана и успешно внедрена на Ленинградском металлическом заводе при изготовлении рабочих колес радиально-осевых турбин для Красноярской ГЭС18. Лопасти этих колес, отлитые из низколегированной стали, плакировали листами из стали 08Х18Н10Т (δ1 = 3 мм) на участках площадью около 5,5 м2 подверженных наиболее интенсивной кавитации. Плакирование на специальной опоре из металлической дроби резко снизило сварочные деформации лопасти; они оказались в несколько раз меньшими, чем при наплавке ленточным электродом под флюсом по ранее принятой технологии. Вследствие этого была практически исключена операция правки лопастей. Получение гладкой и чистой поверхности плакирующего слоя исключило необходимость трудоемкого шлифования, что позволило сохранить повсеместно его номинальную толщину и обеспечило высокие эксплуатационные показатели лопасти. Стойкость против кавитации лопастей, плакированных взрывом, оказалась выше, чем наплавленных; соответственно увеличился межремонтный период работы колес. Плакирование лопастей взрывом вместо их наплавки существенно снизило себестоимость колес.
Плакирование взрывом очень эффективно при изготовлении трубных досок теплообменных аппаратов19. Оно позволяет изготовить корпус сосуда, включая несущий слой трубной доски, из недорогой конструкционной стали, а трубную часть из высоколегированной стали или сплава с приваркой труб герметичными швами к плакирующему слою трубной доски, выполненному из материала труб. В зависимости от диаметра и толщины трубная доска может быть изготовлена из биметаллических листов (при большой толщине, полученных методом непосредственного плакирования, а при малой - из биметалла, поставляемого металлургическими заводами) при необходимости сваренных встык или получена плакированием кованого диска заданных размеров, Первым способом на Уральском турбомоторном заводе им. К.Е. Ворошилова были изготовлены трубные доски толщиной 120 мм для сетевых подогревателей теплофикационных турбин мощностью 250 МВт; вторым способом на Уральском заводе химического машиностроения - кованые диски из низколегированной стали повышенной прочности массой более 45 т, толщиной около 450 мм, плакированные аустенитной сталью (δ1 = 6 мм)17. Несмотря на трудности, связанные в основном с транспортными и такелажными операциями при ведении работ по плакированию в палевых условиях, а также влиянием неблагоприятных погодных условий, замена наплавки сваркой взрывом дала значительный экономический эффект как из-за уменьшения расхода и удешевления высоколегированной стали плакирующего слоя, так и в результате снижения трудоемкости и улучшения условий труда (наплавка проводилась в несколько слоев с подогревом заготовки до 300...350ºС). Приведенные данные показывают, что непосредственное плакирование взрывом, особенно при большой толщине основного слоя, является высокорентабельным процессом. Отметим, что плакирование взрывом тяжелых трубных досок нашло широкое применение и за рубежом15, Такое плакирование применяется в производстве биметаллических трубных заготовок, а также в других отраслях металлообработки, непосредственно не связанных с машиностроением.
----------------------------------------
1. Crossland В., Williams J.D. Explosive welding // Metallurg. Rev. - 1970. - 3, N 6.-P. 79 — 100.
2. Carl L. R. Brass welds made by detonation impulse // Metal Progr. - 1944 - 46,N 1. - P. 102 — 103.
3. Allen W., Mapes J.,Wilson G. An effect produced by oblique impact of a cylinder on а thin target // J. Appl. Phys. - 1954. - 25, N 5. - P. 675 — 676.
4. Walsh J.M., Shreffler R.G, Willig E.J. Limiting conditions for jet formation in high velocity collisions // Ibid. - 1953. - 24, N 3. - P. 349 — 359.
5. Bayce A. Explosive welding // Stanford Res. Inst. J. - 1967. - 13, N 1. - 2 P.
6. Davenport D.E., Duvall G. Creative Manufacturing Seminar. - 1961. - Paper SP.- P. 60 — 161.
7. Абрахамсан Г.Р. Остаточные периодические деформации поверхности под действием перемешаюшейся струны // Tp. Амер. о-ва инж.-мех. Сер. Е. Прикладная механика. - 1961. - 28. - No. 4. - С. 45 — 55.
8. Pearson J. Recent advances in explosive pressing and welding: 2d Metals Eng. Conf. of Explosive // Amer. Soc. Metals. - Chicago, 1959. - P. 32 — 36.
9. Explosive welding is on the way // Steel. - 1959. - 145, N 18. - P. 90 — 91.
10. Pearson J. Metal working with explosives // J. Metals. - 1960. - 12, N 9.- P. 673 — 681.
11. Pat. 3137937 USA, CI. 29 - 486. Explosive bonding / G. Cowan, J. Douglas, A.H. Holtzman. - Publ. 26.10.1960.
12. Pat. 3024526 USA, CI. 29 - 470 Explosive welding / V. Philipchuk, F. Bois, Le Roy.- Publ. 31.8.1960.
13. Philipchuk V. Explosive welding status // Creative Manufacturing Seminar. ASTME Paper. - April, 1965. - P. 65 — 109.
14. Седых В.С., Дерибас А.А., Биченкав ЕН., Тришин Ю.А. Сварка взрывом // Свароч. произ-во. - 1962. - № 5. - С. 3 — 6.
15. Никитина Л.А. Использование энергии взрыва для получения биметаллических листов за рубежом // Бюл. ЦНИИ черн. металлург. - 1973. - № 12. - С. 14 — 22
16. Hix H.B. Explosion bonded metals offer diversification of vessel design // Mater. Prot. and Perform. - 1972, - N 12. - P. 572 -580.
17. Гельман А.С., Цемахович Б.Д., Бранавский Г.А. Опыт плакирования взрывом в машиностроении // Вест. машиностроения. - 1975. - № 11. - С. 60 — 63.
18. Гельман А.С, Цемахович Б.Д, Броновский Г.А. Облицовка взрывом лопастей рабочих колес радиально-осевых турбин // Тр. ЦНИИ технол. машиностр. - 1973.-№ 112. - С. 36 — 40.
19. Гельман А.С., Первухин Л.Б., Расов Ю.K Сварка взрывом трубных досок сетевых подогревателей // Свароч. произ-во. - 1974. - № 1. - С. 15 — 16.
ЛИТЕРАТУРА
1. В.Г. Петушков "Применение взрыва в сварочной технике" Киев 2005
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на