
Главное меню
Вы здесь
Импульсно-дуговая сварка вольфрамовым электродом
Импульсно-дуговая сварка вольфрамовым электродом
Заключается в применении в качестве источника теплоты импульсной дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота дуги на расплавление основного металла, чем при сварке постоянной дугой. Проплавляющая способность импульсной дуги наиболее эффективно проявляется при сварке тонколистового металла толщиной до 2 – 3 мм. Дуга пульсирует с заданным соотношением импульса подачи тока и паузы (рис. 1). Сплошной шов получается расплавлением отдельных точек с определенным перекрытием (рис. 1, б). Повторное возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10 – 15% от силы тока в импульсе). Основной сварочный ток подается в виде отдельных импульсов (рис. 1, а) большой силы. Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой сварки относятся длительность импульса tсв и паузы tп, длительность цикла сварки T= tсв+tп и шаг точек S=V(tсв+tп), где V – скорость сварки. Отношение tп/tсв=G называют жесткостью режима. Жесткость режима при заданной энергии импульса и длительности цикла характеризует проплавляюшую способность дуги. Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла шва и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонкого материала – отсутствуют дефекты формирования шва, провисания и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика. Так, при сварке металла определенной толщины требуется значительно меньшая погонная энергия, существенно снижаются деформации и прожоги тонколистовых деталей.
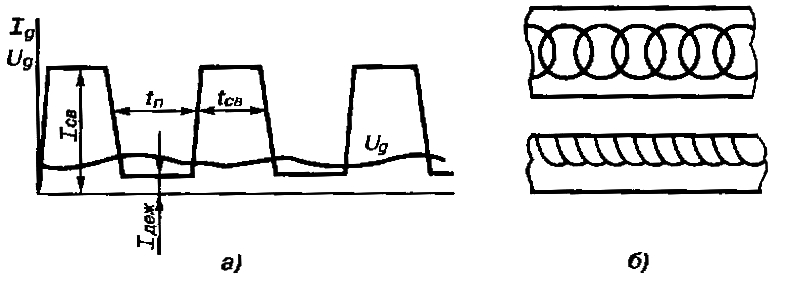
Рис 1. Изменение силы тока и напряжения дуги при импульсной аргонодуговой сварке вольфрамовым электродом и формирование шва: а – изменение параметров режима, б – формирование шва
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на