
Главное меню
Вы здесь
Холодная сварка электродами из никелевых сплавов
Холодная сварка электродами из никелевых сплавов. При наличии в жидкой ванне элементов активных графитизаторов можно избежать отбела в околошовной зоне. Поэтому, когда поверхность должна быть механически обработана, а неравнопрочность соединения с основным металлом допускается, сварка производится электродами из цветных металлов, содержащих никель, медь. Наплавленный металл получается в виде цветного металла. Наибольшее применение получили электроды из монель-металла, который представляет собой сплав никеля (65 - 70%) и меди (25 - 30%).
На проволоку из монель-металла диаметром 2 - 4 мм наносятся покрытия специального состава, например, графит 40%, мел или мрамор 60% и др.
Наплавка этими электродами производится валиками длиною 50 - 60 мм; при этом сразу же после наложения валика его необходимо проковать легкими ударами молотка. Это вызвано тем, что усадка монель-металла при переходе из жидкого в твердое состояние составляет около 2%. Совместное действие усадки и напряжений от сварки может вызвать образование трещин. Чтобы избежать сколов при механической обработке после сварки, толщина слоя наплавленного металла после окончательной механической обработки должна быть не менее 3 мм, что следует учитывать при подготовке к заварке дефектного места (рис. 1). Для уменьшения расхода дорогостоящего монель-металла и обеспечения обрабатываемости стыкового шва после сварки, иногда на кромки, подлежащие сварке, наплавляется слой монель-металла. а остальная часть шва выполняется электродами из малоуглеродистой проволоки. В некоторых случаях нижняя часть шва наплавляется электродами из малоуглеродистой проволоки, а верхний слой, подлежащий механической обработке, монель-металлом.
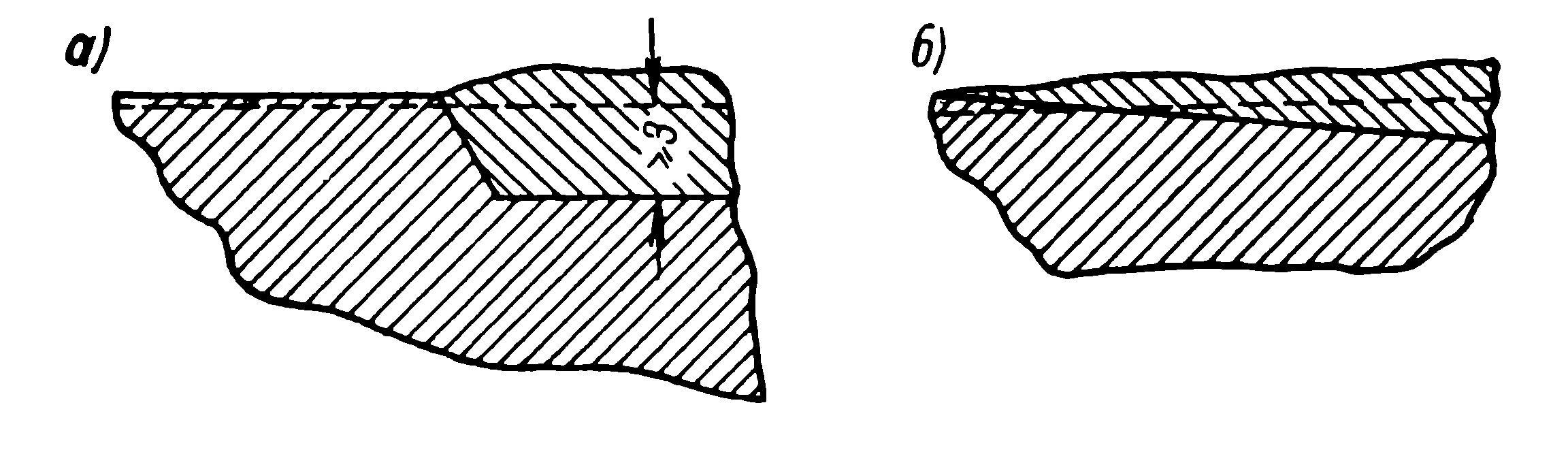
Рис. 1. Подготовка дефектного места под сварку электродом из медно-никелевого сплава: а - правильно; б - неправильно.
ЛИТЕРАТУРА
В.П. Демянцевич, С.И. Думов Технология электрической дуговой сварки., МАШГИЗ,1959.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на