
Главное меню
Вы здесь
Холодная и прессовая сварка алюминия
Для алюминия и его сплавов применяют холодную сварку внахлестку и встык. По показателю εmin=hlb (h — глубина вдавливания пуансона при сварке внахлестку) характеризующему достаточную степень деформации для получения прочного соединения, алюминий занимает промежуточное положение между серебром и медью. Относительная деформация вдавливания пуансона εmin уменьшается с повышением температуры, при которой выполняется сварка, что особенно заметно у высокопрочных сплавов на основе алюминия. Однако темп снижения εmin для алюминия более медленный, чем для некоторых других цветных металлов, например цинка. Для металлов с одинаковой кристаллической решеткой наблюдается тенденция к ухудшению свариваемости (росту εmin) с повышением температуры плавления. Алюминий, имеющий сравнительно низкую температуру плавления, относится к группе хорошо сваривающихся металлов с ГЦК решеткой. Предварительный наклеп свариваемого металла снижает εmin, что можно объяснить увеличением плотности подвижных дислокаций в процессе последующей сварки. Для алюминия и его сплавов снижение εmin составляет около 8 %. Ниже приведены значения εmin для технического алюминия (99,95 %) и сплава АМц (b=3 мм):
|
Технический алюминий |
отожженный |
57,1 |
|
наклепанный |
52,7 |
|
|
АМц |
отожженный |
63,2 |
|
наклепанный |
58,5 |
Таблица 1. Степень относительной деформации при холодной сварке, внахлестку и различных способах подготовки поверхности деталей
|
Металл |
Подготовка поверхности деталей |
εmin, % |
|
Золото |
Отжиг, без дополнительной очистки |
35 |
|
Серебро |
Отжиг, очистка тонкой проволочной щеткой |
50 |
|
Свинец |
Очистка тонкой проволочной щеткой |
55 |
|
Алюминий |
Наклепанный, очистка тонкой проволочной щеткой |
67 |
|
Медь |
Отжиг, очистка грубой проволочной щеткой |
90 |
|
Железо |
Отжиг, очистка грубой проволочной щеткой |
81 |
|
Малоуглеродистая сталь |
Отжиг, очистка грубой проволочной щеткой |
84 |
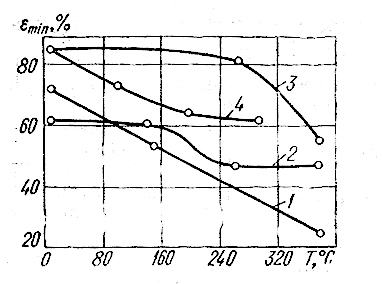
Рисунок 1. Зависимость деформации схватывания от температуры: 1 — медь; 2 — алюминий; 3 — Д16; 4 — цинк
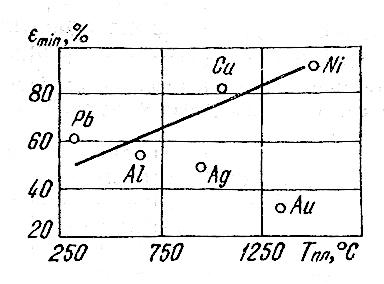
Рисунок 2. Зависимость деформации схватывания от температуры плавления металлов с ГЦК решеткой.
Примечание. b=1 мм; диаметр круглых пуансонов для вдавливания 5 мм.
В таком же направлении действуют тангенциальные усилия при холодной сварке, в результате чего облегчаются условия растекания металла и локализуется деформация в зоне соединения. Для алюминия и его сплавов весьма эффективен способ холодной сварки сдвигом, в основу которого положено такое приложение усилий. При сварке алюминия сдвигом объем деформированного металла незначителен. Деформация высокой степени протекает в очень тонком слое только у поверхности детали и почти не затрагивает остальной объем металла. При оптимальных параметрах процесса сварки достигается равнопрочность соединения с основным металлом. Так, при сварке технического алюминия (b = 4 мм, площадь сварки около 650 мм2) необходим сдвиг 6 мм, касательное усилие РТ = 39,2 кН, нормальное усилие 27,5 кН, отношение при скорости сдвига υсд = 25 мм/мин (1,5 м/ч). Помимо технически чистого алюминия холодная сварка сдвигом успешно применяется для ряда деформируемых алюминиевых сплавов.
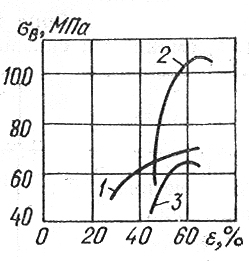
Рис.3. Зависимость прочности сварного соединения от степени деформации: 1 — алюминий, в наклепанном состоянии; 2 — электролитическая медь; 3 — отожженьый алюминий
Чистота поверхности свариваемых деталей оказывает существенное влияние на условия холодной сварки и конечные механические свойства соединений. В наибольшей степени ухудшают свойства органические загрязнения. Пленку жира и других органических веществ с поверхности алюминия удаляют прокаливанием при 350-400 °С. При прокаливании деталей на воздухе адсорбированные органические пленки улетучиваются и выгорают. Для предотвращения повторного образования оксидной пленки на свариваемых деталях предложен способ очистки поверхностей алюминия и других легко окисляющихся металлов под холодную сварку в инертном газе. После зачистки и прекращения подачи защитного газа поверхность детали покрывается несколькими слоями плотно адсорбированных молекул инертного газа, которые остаются связанными с зачищенной поверхностью в течение незначительного времени, достаточного для осуществления холодной сварки.
Степень деформации определяет прочность соединений. Можно подобрать значения ε, при которых прочность сварных соединений будет максимальной. Для алюминия такой показатель близок к 60 %. Холодная сварка применяется для технического алюминия и конструкционных алюминиевых сплавов типа АМг, АМц, дуралюминов и др.
Удельные усилия при холодной сварке алюминия и его сплавов точками должны обеспечить разрушение оксидных пленок. Хотя твердость оксида металла или отношение твердости оксида к твердости основного металла нельзя рассматривать как количественную характеристику свариваемости, свойства пленки оксидов оказывают большое влияние на выбор оптимальных параметров процесса холодной сварки. По твердости оксидов алюминий превосходит другие конструкционные цветные металлы. В связи с этим и усилия при его сварке достигают значительных величин. Для сплавов они могут превышать усилия при сварке технического алюминия в 1,5- раза.
Таблица 2. Ориентировочные режимы холодной- сварки алюминия и алюминиевых сплавов
|
Сплав |
Диаметр пуансона, м |
Усилие на.. пуансон, мм |
Среднее усилие среза точки, кН |
|
Технический алюминий |
3,5 |
14,7 |
1,7 |
|
4,2 |
21,6. |
1,8 |
|
|
5,0 |
29,4 |
2,4 |
|
|
6,0 |
32,4 |
2,3 |
|
|
:7,5 |
47,1 |
2,5 |
|
|
АМг-АМ |
3,5 |
31,4 |
1,5 |
|
4,2 |
29,4 |
1,6 |
|
|
5,0 |
37,3 |
2,1 |
|
|
6,0 |
58,9 |
2,3 |
|
|
7,2 |
58,9 |
2,9 |
|
|
АМг-АМ |
3,5 |
24,5 |
1,2 |
|
4,2 |
25,5 |
1,8 |
|
|
5,0 |
45,6 |
2,6 |
|
|
6,0 |
54,9 |
3,0 |
|
|
7,2 |
58,8 |
3,3 |
|
|
Д1-АМ |
3,5* |
28,4 |
0,9 |
|
4,2 |
30,8 |
1,8 |
|
|
5,0 |
44,1 |
1,6 |
При сварке в вакууме и наличии на поверхности алюминия пленки оксидов, соизмеримой с мономолекулярным слоем, необходимая деформация меньше, чем для сварки на воздухе. Так, по данным работы, в вакууме можно осуществить холодную сварку алюминия при εmin = 10 ÷35 %.
Холодную сварку встык используют в основном для соединения алюминиевых проводов. Применяемые давления превышают предел прочности сплава на разрыв в 3-4 раза. Вылет при стыковой холодной сварке принимают в зависимости от диаметра заготовки.
Сварные соединения из ряда алюминиевых сплавов обладают высокой прочностью при удовлетворительной пластичности:
|
Марка сплава |
АМц |
АМг |
АМг5В |
АМг6 |
Д1М |
Д16М |
|
σВ, МПа |
157 |
186 |
314 |
373 |
206 |
226 |
Алюминиевые провода сечением до 25 мм2 сваривают клещами типа КС-6 (для ручной сварки) и СНС-2 (настольные). На машинах МСХС-30 сваривают алюминиевые прутки сечением до 250 мм2, на машине МСХС-60; алюминиевые стержни сечением до 700 мм2.
Прессовая сварка алюминия предусматривает подогрев свариваемых деталей до 350-400° С. Для конструкционных алюминиевых сплавов рекомендуются более высокий подогрев и удельные давления около 150 МПа:
|
Марка сплава |
АМгЗ |
АМг5 |
АМг6 |
|
Температура подогрева для прессовой сварки, °С |
400-430, |
430-450 |
450-480 |
После подогрева стыкуемые поверхности деталей зачищают обезжиренной проволочкой щеткой (толщина проволок 0,2-0,3 мм). Зачищают и боковые поверхности, выступающие из зажимов. Длину выступающих концов выбирают с таким расчетом, чтобы при полной осадке увеличить вдвое площадь свариваемой поверхности. Поверхностные пленки загрязнений и включений, препятствующие образованию сварного соединения, выдавливаются в грат. Зона соединения отличается мелкозернистой структурой, что способствует получению высоких механических свойств сварных соединений.
Таблица 3. Механические свойства соединении, выполненных прессовой сваркой
|
Сплав |
Образец |
σв, МПа |
α, град |
|
АМг3 |
Основной металл |
196-222 |
180 |
|
Сварное соединение |
176-250 |
102-180 |
|
|
АМг5 |
Основной металл |
270-295 |
120-160 |
|
Сварное соединение |
255-294 |
80-140 |
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на