
Главное меню
Вы здесь
Горячая сварка чугуна
Горячая сварка чугуна. Горячая сварка чугуна была разработана Н. Г. Славиковым. Она широко применяется в настоящее время при исправлении дефектов в литых деталях ответственного назначения и при ремонте сложных деталей.
Процесс горячей сварки чугуна слагается из ряда операций, выполняемых обычно в определенной последовательности.
Подготовка дефектного места к сварке заключается в тщательной очистке его от загрязнений, в разделке для образования полости, легко доступной для воздействия сварочной дуги, в формовке для предотвращения вытекания металла из сварочной ванны. Формовка производится в опоках графитовыми или угольными пластинками, скрепленными формовочной массой из кварцевого песка, увлажненного жидким стеклом или другими формовочными материалами (рис. 1). Форму необходимо просушить при постепенном изменении температуры от 60 до 120°, после чего производить дальнейший подогрев. В зависимости от размеров, формы деталей, объема сварки и месторасположения дефекта подогрев производится в специальных печах, горнах или колодцах (рис. 2) до температуры 600 - 700°. В крупных деталях простой формы может применяться местный подогрев. Сварка нагретых деталей производится чугунными электродами, состоящими из стержня диаметром 6 - 12 мм марки Б по ГОСТ 2671-44 и специального покрытия (например, ОМЧ-1, которое содержит 41% графита, 9% ферромарганца, 25% мела, 25% полевого шпата). Толщина покрытия 1,2 - 1,5 мм.
Сварка ведется на постоянном или переменном токе при повы- шенных режимах I = (50 - 60)d, отдельными ваннами размером 50 - 60 см2. При большей площади дефекта производится выформовка отдельных участков, завариваемых при поддержании ванны в жидком состоянии. После затвердения заваренного участка графитовая пластинка переставляется, и сваривается следующий участок, так без длительных перерывов до окончания сварки всего дефектного места. По окончании сварки деталь засыпается сухим песком или мелким древесным углем, покрывается асбестом и вместе с печью или горном медленно охлаждается.
Сварку чугуна с нагревом до 250 - 400° (или, как ее называют, полугорячую) применяют, когда требуется исправить небольшой дефект сложной детали или дефект, расположенный на массивной детали в таком месте, где укорочение от нагрева при сварке не встречает большого сопротивления.
В отношении подготовки дефектного места к сварке, электродов, режимов, условий охлаждения после сварки, сохраняются те же требования, что и при холодной сварке чугуна. Формовка требуется только при заварке сквозных дефектов.
Для того чтобы в околошовной зоне наплавки не было отбела на 1-м участке и мартенсита на 2-м, необходимо засчет тепла дуги выдерживать наплавленный металл в жидком состоянии более длительное время, что уменьшит скорость охлаждения околошовной зоны и обеспечит качество наплавки, близкое к наплавке, получаемой при горячей сварке чугуна.
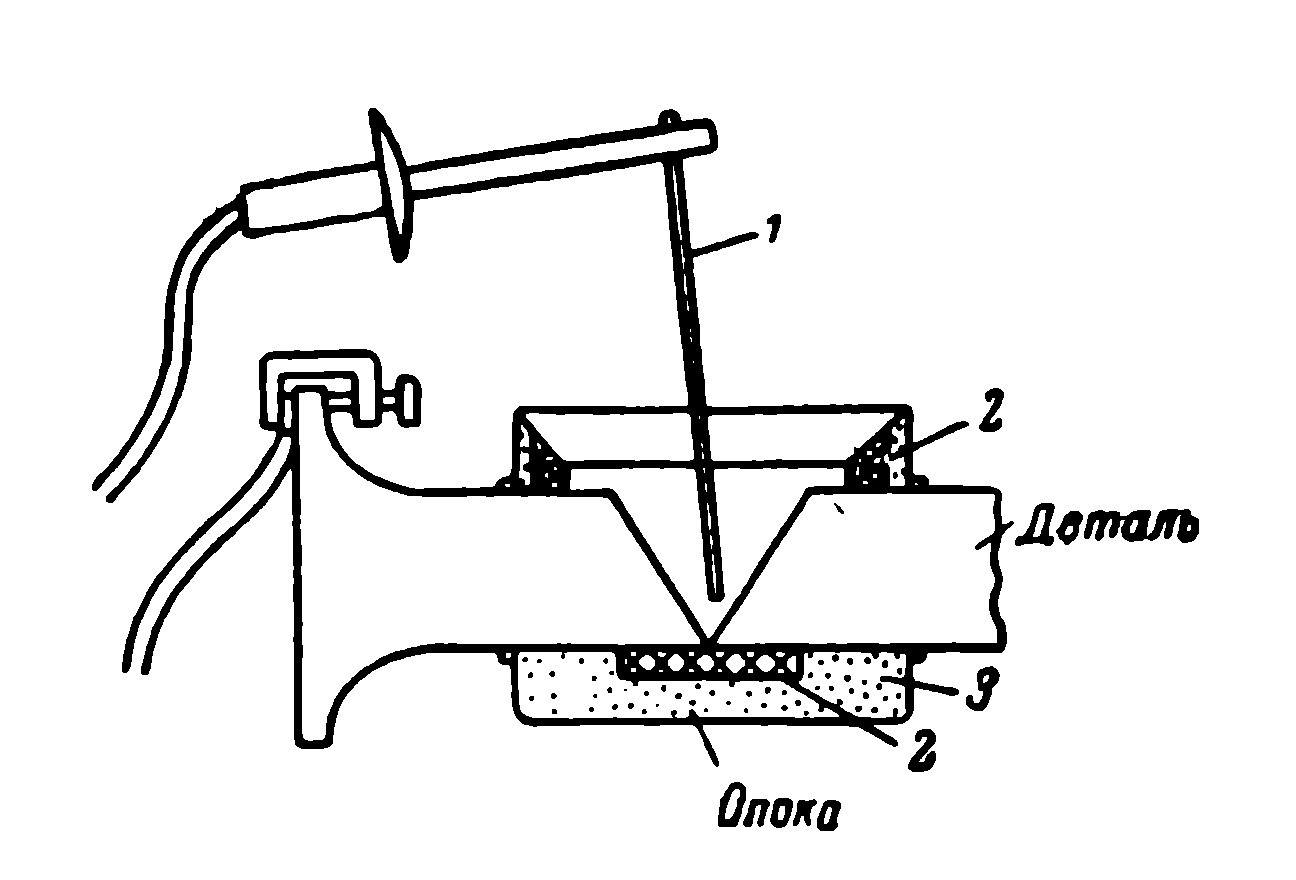
Рис. 1. Схема горячей сварки чугуна: 1 - электрод; 2 - графитовые пластины; 3 - формовочная смесь.
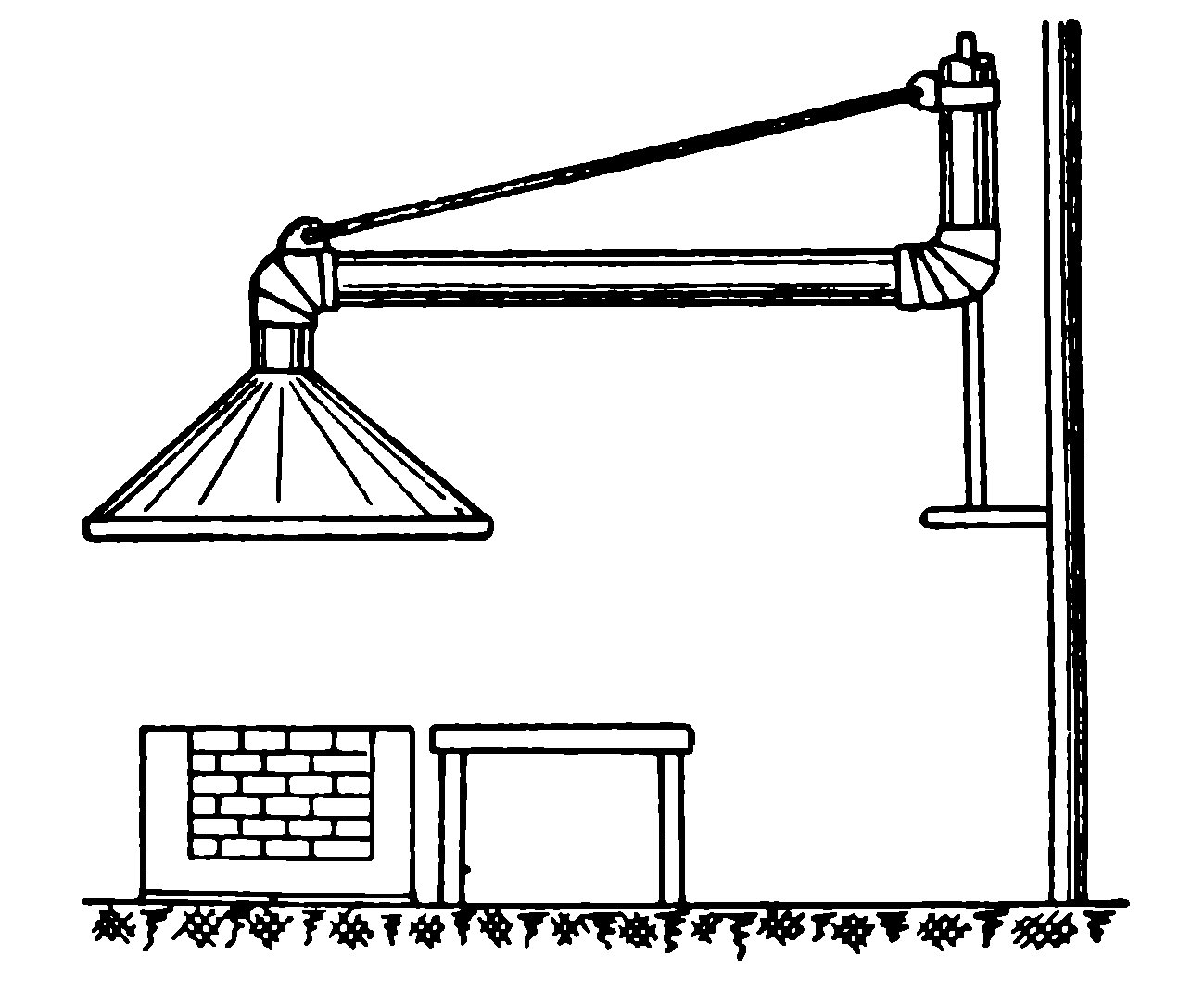
Рис. 2 Горн для подогрева с поворотным зонтом.
ЛИТЕРАТУРА
В.П. Демянцевич, С.И. Думов Технология электрической дуговой сварки., МАШГИЗ,1959.
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на