
Главное меню
Вы здесь
Электроды
Плавящиеся электроды представляют собой стержни длиной до 450 мм, изготовленные из сварочной проволоки (ГОСТ 2246-85), на поверхность которых нанесен слой покрытия различной толщины.
Покрытия электродов. Электродные покрытия состоят из шлакообразующих, газообразующих, раскисляющих, легирующих, стабилизирующих и связующих (клеящих) компонентов. Шлакообразующие составляющие защищают расплавленный металл от воздействия кислорода и азота воздуха и частично рафинируют (очищают) его. Они образуют шлаковые оболочки вокруг капель электродного металла, проходящих через дуговой промежуток, и шлаковый покров на поверхности металла шва. Шлакообразующие составляющие уменьшают скорость охлаждения металла и способствуют выделению из него неметаллических включений. Шлакообразующие составляющие могут включать в себя титановый концентрат, марганцевую руду, полевой шпат, каолин, мел, мрамор, кварцевый песок, доломит, а также вещества, повышающие стабильность горения дуги.
Газообразующие составляющие при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие состоят из древесной муки, хлопчатобумажной пряжи, крахмала, пищевой муки, декстрина и целлюлозы.
Раскисляющие составляющие необходимы для раскисления расплавленного металла сварочной ванны. К ним относятся элементы, которые обладают большим сродством к кислороду, чем железо, например марганец, кремний, титан, алюминий и др. Большинство раскислителей вводится в электродное покрытие в виде ферросплавов.
Легирующие составляющие необходимы в составе покрытия для придания металлу шва специальных свойств: жаростойкости, износостойкости, сопротивляемости коррозии и повышения механических свойств. Легирующими элементами служат марганец, Хром, титан, ванадий, молибден, никель, вольфрам и некоторые другие элементы.
Стабилизирующими составляющими являются те элементы, которые имеют небольшой потенциал ионизации, например калий, натрий и кальций.
Связующие (клеящие) с оставляющие применяют для связывания составляющих покрытия между собой и со стержнем электрода. В качестве них применяют калиевое или натриевое жидкое стекло, декстрин, желатин и другие. Основным связующим веществом служит жидкое стекло.
Все покрытия должны удовлетворять следующим требованиям :
- обеспечивать стабильное горение дуги;
- физические свойства шлаков, образующих при плавлении электрода, должны обеспечивать нормальное формирование шва и удобное манипулирование электродом;
- не должны происходить реакций между шлаками, газами и металлом, способные вызвать -образование пор в сварных швах;
- материалы покрытия должны хорошо измельчаться и не вступать в реакцию с жидким стеклом или между собой в замесе;
- состав покрытий должен обеспечивать приемлемые санитарно-гигиенические условия труда при изготовлении электродов и в процессе их сгорания.
Электрод, состоящий из электродного стержня и покрытия, при плавлении образует расплавленный металл и шлак. Шлак должен обладать определенными физическими и химическими свойствами.
К физическим свойствам шлака относят температуру плавления, температурный интервал затвердевания, теплоемкость, теплосодержание, вязкость, способность растворять окислы, сульфиды и т. д., плотность, газопроницаемость и коэффициенты линейного и объемного расширения.
К химическим свойствам относят способность шлака раскислять расплавленный металл сварочной ванны, связывать окислы в легкоплавкие соединения, а также легировать расплавленный металл сварочной ванны.
Физические свойства образующихся шлаков оказывают значительное влияние на процесс сварки и формирование сварного шва. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла сварочной ванны, что обеспечит его всплывание из сварочной ванны. Температурный интервал затвердевания шлака должен быть ниже температуры кристаллизации металла сварочной ванны, иначе слой шлака не будет пропускать выделяющиеся из сварочной ванны газы. Шлак должен покрывать сварной шов по всей поверхности ровным слоем.
Шлаки, образующиеся при плавлении электродных покрытий, бывают «длинные» и «короткие». «Длинными» называют такие шлаки, в составе которых содержится значительное количество кремнезема. Возрастание их вязкости при понижении температуры происходит медленно. Электроды, имеющие покрытия, образующие при плавлении «длинные» шлаки, не пригодны для сварки в вертикальной и потолочной плоскостях, так как сварочная ванна длительное время находится в жидком состоянии. Для сварки во всех пространственных положениях применяют электроды, покрытия которых при плавлении дают «короткие» шлаки; возрастание вязкости расплавленного шлака с понижением температуры происходит быстро, поэтому закристаллизовавшийся шлак препятствует отеканию металла шва, находящегося еще в жидком виде. «Короткие» шлаки дают электроды с рутиловым и основным покрытием.
Достаточно хорошую отделимость шлаковой корки от поверхности металла получают при применении шлаков, имеющих коэффициент линейного расширения, отличающийся от коэффициента линейного расширения металла.
Свойства металла шва и технологические характеристики электродов. Электроды характеризуют по свойствам наплавленного ими металла, к которым относятся: прочность, пластичность, удлинение, ударная вязкость, твердость,, коррозионная стойкость, стойкость против старения, а при наплавочных работах и износостойкость.
Наряду с качеством металла шва, полученного при сварке данным электродом, важное значение имеют и его технологические свойства. К основным технологическим свойствам электрода относят его производительность,, пригодность для сварки в различных пространственных положениях, стабильность горения дуги при постоянном и переменном токе, допустимую максимальную и минимальную длину дуги, форму шва, коэффициенты наплавки, расплавления и потерь.
Условное обозначение представлено на рис. 3.
Рис. 3. Условное обозначение маркировки плавящихся электродов
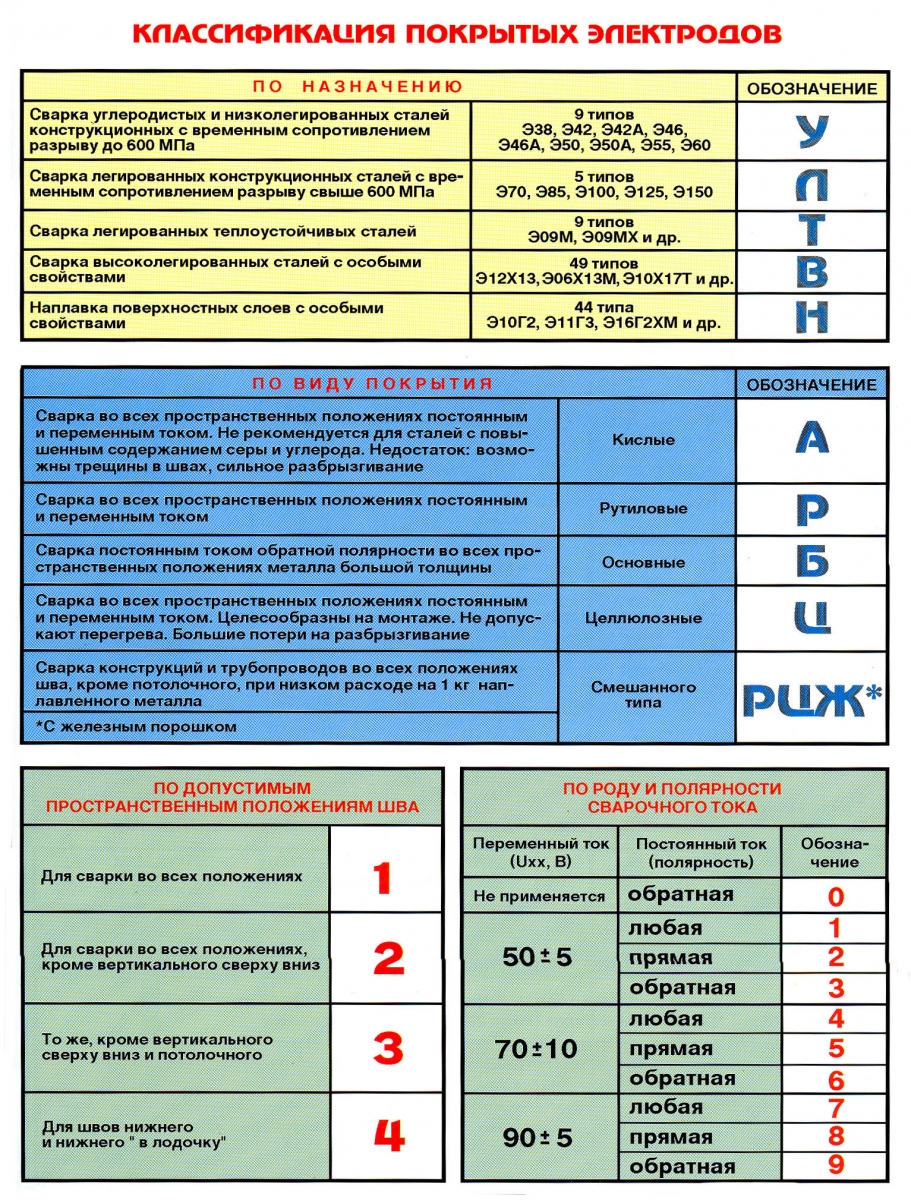
Электроды подразделяются на типы в зависимости от свариваемых материалов и назначения (индексы типов электродов – это прочностные характеристики или химический состав металла шва).
По назначению электроды подразделяются:
- У – для углеродистых конструкционных сталей;
- Л – для легированных конструкционных сталей;
- Т – для теплоустойчивых легированных сталей;
- В – для высоколегированных сталей;
- Н – для наплавки.
Толщина покрытия может быть:
- М – тонкая;
- Д – толстая;
- С – средняя;
- Г – особо толстая.
Группа по качеству изготовления:
- 1
- 2
- 3
чем больше цифра тем выше требования к качеству.
Вид покрытия:
А – кислое; Б – основное; Р – рутиловое; Ц – целлюлозное;
П – прочие; Ж – в покрытии свыше 20 % железного порошка;
Смешанного типа – РЦЖ, АБ, РБ.
Допустимые пространственные положения:
1 – все положения;
2 – кроме вертикального сверху вниз;
3 – кроме вертикального сверху вниз и потолочного;
4 – только нижнее.
Питание дуги:
|
Переменный ток, напряжение холостого хода |
Постоянный ток, полярность |
||
|
любая |
прямая |
обратная |
|
|
Переменный ток не применим 50 В 70 В 90 В |
- 1 4 7 |
- 2 5 8 |
0 3 6 9 |
Требования к толстым покрытиям электродов:
1) обеспечение стабильного горения дуги;
- 2) облучение металла шва с необходимым химическим составом и свойствами;
- 3) спокойное, равномерное плавление электродного стержня и покрытия;
- 4) хорошее формирование шва и отсутствие в нем пор, шлаковых включений и др.;
- 5) легкая отделимость шлака после остывания с поверхности шва;
- 6) хорошие технологические свойства обмазочной массы, не затрудняющие процесса изготовления электродов;
- 7) удовлетворительные санитарно-гигиенические условия труда при изготовлении электродов и сварке.
Технологические характеристики плавления электродов определяются экспериментально.
Неплавящиеся электроды в зависимости от материала, из которого они изготовлены, могут быть угольными, графитовыми, вольфрамовыми, циркониевыми, гафниевыми. Все эти материалы относятся к группе тугоплавких. Неплавящиеся электроды служат толькодля поддержания горения дуги и поэтому должны обладать высокой стойкостью при высоких температурах (расход их должен быть минимальным).
Графитовые и угольные электроды различаются строением углерода. В графитовых электродах углерод имеет кристаллическое строение, в угольных — аморфное. Для угольного электрода электрическое сопротивление кубика с ребром в 1 см составляет 0,0032 Ом, для графитового – 0,0008 Ом. Температура начала окисления на воздухе угольного электрода – 500 °С, графитового – 640 °С; следовательно, по этим показателям предпочтительнее применение графитовых электродов.
Высокая температура кипения углерода (4500 К) обеспечивает его малый расход за счет испарения, но при взаимодействии с воздухом происходит его окисление и угар с возможным науглероживанием сварочной ванны. Уменьшить разогрев электрода можно за счет увеличения его сечения. По этой причине угольные и графитовые электроды обычно применяют больших диаметров (6…20 мм и выше), а это затрудняет действия сварщика.
Уменьшить диаметр электродов, исключить опасность науглероживания металла шва можно применением электродов из тугоплавких металлов. Наиболее широкое применение для сварки имеют вольфрамовые электроды диаметрами 1…6 мм, с высокой механической прочностью и сравнительно небольшим электрическим сопротивлением. Температура плавления вольфрама 3377 °С, температура кипения 4700 °С. Вольфрамовые стержни изготавливают из порошка (чистотой 99,7 %), который прессуют, спекают и проковывают, в результате этого отдельные его частицы свариваются. Заготовки подвергают волочению для получения стержней необходимых диаметров.
Вольфрамовые электроды изготавливают из чистого вольфрама и с присадками окислов лантана или иттрия, а также металлического тантала. Легирование вольфрама окислами иттрия или лантана в небольшом количестве резко увеличивает эмиссионную способность вольфрама-катода, в результате возрастает стойкость электродов (способность длительное время сохранять заостренную форму) при максимальных токах, повышается стабильность горения дуги. Однако все электроды на основе вольфрама требуют при сварке защиты их инертными газами от окисления кислородом воздуха.
Циркониевые и гафниевые электроды используют в плазматронах при тепловой резке металлов.
 |
 |
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на