
Главное меню
Вы здесь
Экспериментальная оценка сопротивляемости горячим трещинам
Экспериментальная оценка сопротивляемости горячим трещинам с помощью машинных методов испытания
При машинных методах испытания металл шва и зоны сплавления подвергают высокотемпературному деформированию с приложением внешних сил, создаваемых испытательной машиной для инициирования горячих трещин и определения сравнительно-количественных показателей (табл. 1).
Таблица 1. Типы высокотемпературной хрупкости
|
Тип и название горячих трещин |
Механизм зарождения горячих трещин |
Факторы, обусловливающие границы ТИХ |
Факторы, определяющие малую пластичность в ТИХ |
Признаки идентификации горячих трещин |
|
|
верхнюю |
нижнюю |
||||
|
Тип 1. Горячие трещины кристаллизационные и ликвационные |
Относительные перемещения кристаллитов при недостаточной циркуляции жидкой фазы в результате заклинивания |
Образование твердого каркаса в шве |
Затвердевание ликватов |
Крупнозернистость шва. Высокий уровень ликвации. Малое количество эвтектики. |
Пленки ликватов на стенках |
|
Тип 2. Горячие трещины подсолидусные |
Зарождение трещин при межзеренном проскальзывании в местах выхода ростовых дислокаций на границы |
Затвердевание ликватов |
Диффузия вакансий и примесей на границы зерен |
Длительное пребывание в ТИХ. Сегрегация примесей. Крупнозернистость. |
Межзеренное разрушение с окислением стенок |
|
Тип 3. Горячие трещины дисперсионного твердения |
Межзеренное проскальзывание в результате упрочнения объемов зерен |
Выпадение фаз в объеме зерен |
Диффузия вакансий к зародышам трещин. |
Крупнозернистость. Большая скорость твердения |
Межзеренное разрушение при наличии частиц карбидов, интерметаллидов на стенках |
Машинные методы предусматривают испытание свариваемых образцов на растяжение, изгиб, а также испытание образцов с имитацией сварочного цикла на растяжение (рис. 1). Испытания проводят по ГОСТ 26389 - 84 с помощью машин.
Особенность испытательной машины МИС-1, разработанной МВТУ, состоит в том, что относительная скорость перемещения захватов пропорциональна скорости охлаждения в каждый момент времени, что обеспечено адаптивным управлением.
Процедура машинных испытаний предусматривает поочередно сварку серии образцов и одновременное деформирование шва с дискретной варьируемой скоростью перемещения активного захвата. Скорость его перемещения и соответственно относительного перемещения свариваемых кромок повышают до появления горячих трещин в нескольких образцах.
Сварку стыковых образцов без разделки кромок выполняют в режимах, исходя из условия получения полного провара и обратного валика заданной ширины, а стыковых образцов с разделкой кромок - из условия получения заданной ширины и высоты шва при фиксированной скорости сварки, зависящей от способа сварки: РДС 7,5 м/ч, АрДС 12 м/ч, в СО2 24 м/ч. При оценке сопротивляемости образованию горячих трещин с целью выбора режима сварки меняют скорость сварки, а мощность источника выбирают из условия получения необходимых габаритов шва.
Механизм деформирования включают для образцов с надрезом - в момент прохождения дуги над вершиной косого надреза, для образцов других типов - после прохождения источника через стык образцов с технологической планкой на расстояние 18 - 20 мм. Тонколистовые образцы подвергают динамическому изгибу на оправке в момент выхода оси источника на середину образца. Относительная скорость движения оправки 1*10-2 м/с.
Длительность деформации должна в 1,2 - 1,5 раза превышать время пребывания металла шва в ТИХ, за исключением динамического деформирования.
Идентификация трещин в образцах после испытания производится по виду излома, а при невозможности излома - другими неразрушающими методами испытаний.
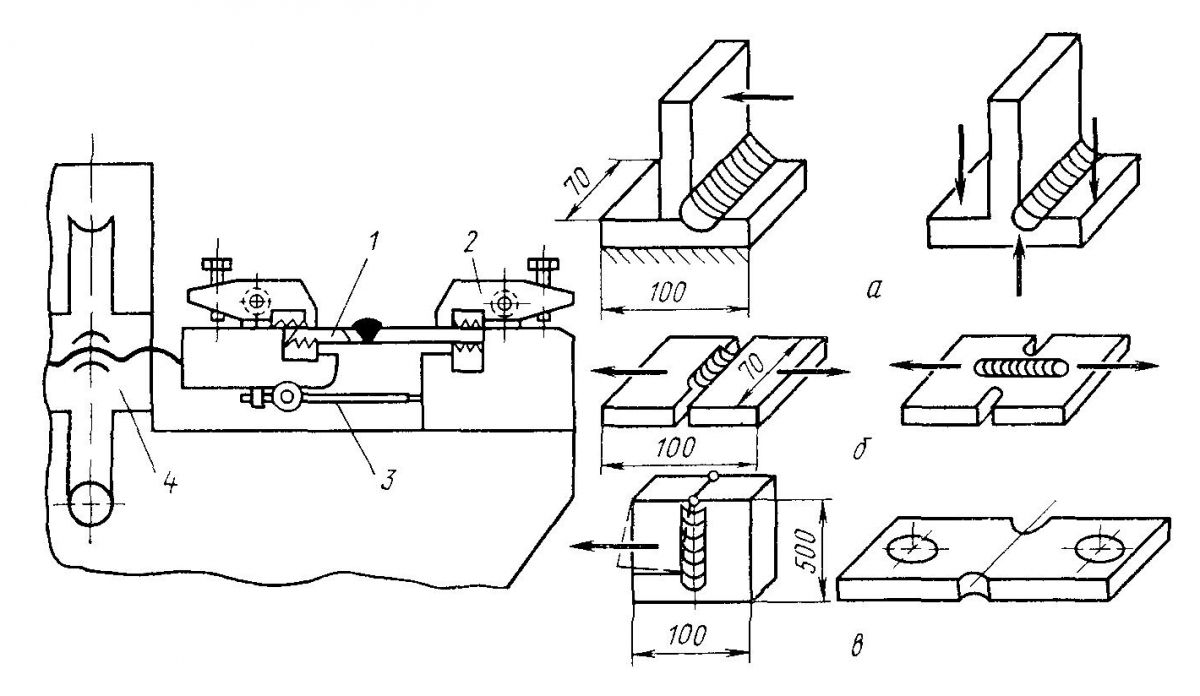
Рис. 1. Устройство испытательной машины МИС-1 и схемы испытания свариваемых образцов. а - изгибом, б - растяжением; в - образца для ЭШС и имитации термодеформационного сварочного цикла
В результате испытания 10 - 15 образцов с дискретным изменением скорости растяжения или трех образцов с градиентным распределением скорости по длине образца находят критическую скорость растяжения (среднее арифметическое из трех минимальных скоростей, при которых образовались трещины), которую принимают за сравнительный показатель сопротивляемости металла образованию горячим трещинам (Vкр, мм/с) при заданном термическом цикле сварки. Чтобы сравнить сопротивляемость горячим трещинам при различных термических циклах сварки, применяют другой показатель - критический темп растяжения (Вкр, мм/°С). Он вычисляется по формуле
BFкр=Vкр/ωL
где ω - скорость охлаждения металла в интервале Тc – (Tc – 100°С); Тc - температура солидуса; L - база измерения деформации.
Если, например, критическая скорость растяжения Vкр составляет 9 мм/мии, L≤10 мм (ширина шва), а скорость охлаждения ω =100°С/с, то критический темп растяжения равен
Вкр=Vкр/ω=9/(60*100*10)=1,5*10-4 %/°С
Для испытания металла шва в условиях многопроходной сварки применяют образцы, которые сваривают швом испытуемого состава без растяжения, с последующим переплавом этого шва неплавящимся электродом на 1/5 часть его высоты и растяжением в процессе переплава до появления горячих трещин в непереплавлениой части шва путем прямого или обратного изгиба образцов.
Испытания растяжением с имитацией термического цикла проводят в фазе охлаждения до 2/3Тmax на стержневых или пластинчатых образцах, подвергнутых электроконтактному или индукционному нагреву. Рабочая зона таких образцов может иметь строение основного металла или строение сварного шва. Главная особенность таких испытаний - назначение температуры максимального нагрева. Она должна соответствовать минимальной температуре, при которой достигается оплавление границ зерен по их периметру. Это устанавливают по температуре практической потери сопротивления деформированию. По ГОСТ 26389 - 84 регламентируется для стали определение Тmax по температуре снижения прочности до 0,15 кг/мм2 путем нагрева под указанным напряжением и фиксировании температуры разрушения. Окончание деформации - при 2/3Тmax. Вторая особенность испытания при имитации - учет дилатации образца в ТИХ при определении показателей Vкр и Вкр.
Испытания образцов в ТИХIII проводят в изотермических условиях, с оценкой пластических свойств и сопротивления деформированию с малыми скоростями перемещения активного захвата.
Для испытания динамическим изгибом (Varestreint, Transvarestreint) применяют серию образцов, проплавляемых на 1/3 толщины при варьировании радиуса оправки. В качестве количественного показателя находят εкр - критическую величину деформации (%), при которой возникают горячие трещины кристаллизационного и подсолидусного типа, а также измеряют длину горячих трещин, являющуюся косвенным критерием протяженности ТИХI.
Испытания в ТИХIII проводят по определению показателя критического напряжения, в условиях послесварочной упрочняющей обработки, когда в металле имеют упругие свойства, а запас потенциальной энергии сварного образца и закрепляющих приспособлений ограничен. При этом определяют работу разрушения в ТИХIII и сравнивают ее с металлом, не подвергающимся сварочному воздействию.
В качестве интегрального критерия режима, учитывающего величину отдельных параметров сварки (сила тока, напряжение на дуге, скорость сварки), предложен критерий R=q*υ [квт м/с], каждый сомножитель которого по мере увеличения оказывает негативное влияние на сопротивляемость горячим трещинам при сварке. Его физический смысл - энерговложение на секундную длину шва. С помощью указанного критерия выявлена типовая зависимость Вкр=f(R), представленная на рис. 2. В логарифмических координатах она имеет линейный характер, подтвержденный при испытаниях многих марок сталей и сплавов на никелевой и алюминиевой основе.
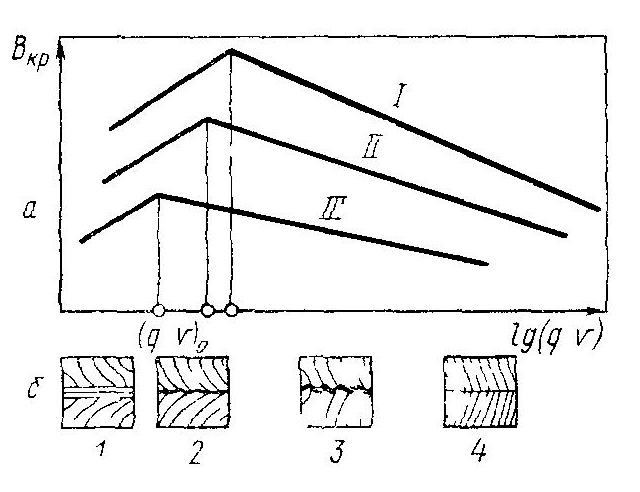
Рис 2 Схема изменения показателя сопротивляемости горячим трещинам металла шва (а) и его структуры (б) при варьировании режимов сварки (qυ )
I, II, III – различный химсостав металла шва
1 – шов с осевым кристаллитом, 2 – шов с изгибом кристаллитов, 3 – шов с разветвленным стыком вершин кристаллитов, 4 – шов с плоским стыком вершин кристаллитов
Максимум сопротивляемости горячим трещинам имеет место при сварке в оптимальных режимах Ro, обусловливающих минимальный угол срастания столбчатых кристаллитов в центре шва. При Rt < Ro показатель снижается, так как в центре шва формируется осевой кристаллит, увеличивающий угол сратания между осевым и боковым кристаллитами. При Rt > RoВкр снижается в результате удлинения сварочной ванны.
При изменении химического состава сплавов изменяется величина максимума функции Вкр и интенсивность ее уменьшения по шкале аргумента R, измеряемой углом α наклона функции Вкр(R) к оси абсцисс, характеризующим чувствительность сплавов к изменению режима сварки
tg α=ΔB/ΔR=ΔB/(lg(Rt/Ro))=KR
где KR - коэффициент чувствительности сплавов к изменению режима сварки.
В связи с тем, что положение максимума на рис. 2 характеризует сопротивляемость горячим трещинам при однотипной схеме кристаллизации, изменение показателя Вкр на нисходящей части функции записывается следующей формулой:
Вкр(Rt)=Вкр(Ro)-KR*lg(Rt/Ro)
Составляющая Вкр(Ro) оценивает сопротивляемость обусловленную химическим составом сплава, на оптимальном режиме сварки, а составляющая KR*lg(Rt/Ro) - убыль ее для режима Rt.
Для полной оценки сплавов рекомендуется величину Вкр(Ro) рассчитывать по статистическим зависимостям, а значение коэффициента К определять экспериментально на двух режимах. Тогда по величине Вкр(Rt) можно прогнозировать уровень сопротивляемости образованию горячих трещин во всем диапазоне высокопроизводительных режимов сварки.
Online расчет склонности сталей к образованию горячих трещин
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на