
Главное меню
Вы здесь
Дефекты при сварке мартенситно-стареющих сталей
Сопротивляемость горячим трещинам
Благодаря низкому содержанию углерода в большинстве марок мартенситно-стареющих сталей сопротивляемость горячим трещинам находится на высоком уровне (табл. 1) . Случаи поражения сварных швов горячими трещинами наблюдались при содержании С 0,1 - 0,2 % или наличии в сварочной проволоке редкоземельных элементов свыше 0,03 %. Сварочная проволока не должна также содержать Са, В и Zr. Легирование Со до 5 % приводит к увеличению сопротивляемости трещинам.
Сопротивляемость холодным трещинами
Безуглеродистые и малоуглеродистые мартенситно-стареющие стали проявляют чувствительность к образованию холодных трещин только в присутствии водорода. Неравномерность распределения водорода по зонам сварного соединения предопределяет места преимущественного зарождения трещин по центру сварного шва, линии сплавления и карбидной сетке в зоне термического влияния. Особенно неблагоприятна многопроходная сварка, при которой увеличение продолжительности пребывания металла в температурном интервале выпадения карбидов и интерметаллидов приводит к росту размеров включений, повышению локального напряженного состояния и концентрации водорода, облегчающих зарождение трещин. Предотвращение образования холодных трещин достигается при наличии в структуре свыше 20 % остаточного аустенита. Действие легирующих элементов обусловлено в основном влиянием двух факторов:
- изменения растворимости водорода
- и содержания остаточного аустенита в металле шва.
При мартенситной структуре повышение содержания Мо и Ni ухудшает, а Мn и Со увеличивает сопротивление холодным трещинам в соответствии с изменением растворимости водорода. В то же время Ni и Мо могут играть положительную роль, если при легировании образуется остаточный аустенит.
Структурные и технологические дефекты сварных соединений
Низкий уровень содержания элементов-раскислителей (С, Si и Mn) в мартенситно-стареющих сталях обусловливает определенные трудности с предотвращением образования пористости, несплавлений и загрязненности неметаллическими включениями металла шва. Развитие указанных явлений в существенной мере зависит от содержания Аl и Ti, определяющих также и уровень прочности соединения. Типичное содержание Аl и Ti в сварочных проволоках вызывает неравномерное окисление легирующих элементов в зоне сварки и, как следствие, нестабильность состава и свойств металла шва. Окисление титана, кроме того, приводит при сварке малых толщин к образованию на поверхности металла шва местных утолщений в виде пленки окислов, а также криволинейной форме соединения вследствие повышеного эффекта блуждания дуги (перемещения анодного пятна на участок металла, свободного от шлаков).
Специфический дефект сварных швов - дендритный излом, сопровождаемый резким ухудшением ударной вязкости и усталостной прочности металла шва. В первую очередь этому способствует укрупнение размера зерна в металле шва с более высоким содержанием Ni при чрезвычайной устойчивости возникшей крупнозернистой структуры к различного вида термической обработке (структурная наследственность). Другая причина связана с высокой химической неоднородностью распределения элементов, в частности Ti и Мо, способствующих неравномерному распаду твердого раствора при старении с образованием скоплений грубых частиц по границам крупнозернистого металла. Обычно применяемая для предотвращения грубокристаллитной структуры металла шва регламентация 1,5 - 4 % феррита, препятствующего прорастанию дендритов через несколько слоев, ограничена только группой нержавеющих мартенситно-стареющих сталей, где возможно добиться необходимого соотношения между феррито- и аустенитообразующими элементами.
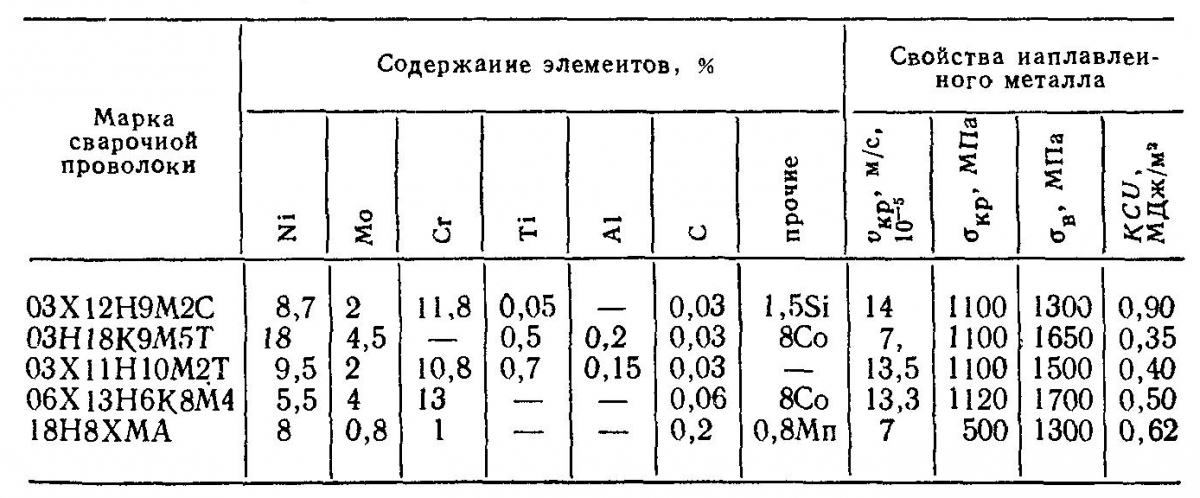
Таблица 1. Химический состав и свойства сварочных проволок
- Войдите, чтобы оставлять комментарии
Все материалы и ссылки, расположенные на сайте, размещены исключительно в ознакомительных и образовательных целях посетителей сайта.
Владельцы сайта не несут ответственности за их достоверность и содержание.
Все замечания и предложения можно отправлять на